后处理工序直接影响产品性能,刚脱模的异形件需进行时效处理,在 60-80℃的恒温环境中放置 24-48 小时,消除内部应力,减少使用过程中的变形。对于表面要求高的产品,需通过数控铣床或磨床进行精密加工,使表面粗糙度达到 Ra0.8μm 以下;部分耐磨部件还需进行喷砂处理,增加表面摩擦系数,或通过浸渍工艺赋予耐酸碱特性。 质量检测贯穿生产全程,成型后通过三坐标测量仪检测关键尺寸,确保符合图纸要求;拉伸试验机和冲击试验机用于测试力学性能,如超高分子量聚乙烯异形件的拉伸强度需≥30MPa,冲击韧性≥150kJ/m²;对于密封类异形件,还需进行泄漏测试,在 1.5 倍工作压力下保持 30 分钟无泄漏方可合格。专业定制高分子异形件,支持PA/UHMWPE/POM等材质,性能稳定,交货快捷!安徽塑料高分子异形件厂家直销

高分子异形件安装前的预处理操作至关重要,需先用无尘布蘸取异丙醇擦拭部件表面,去除油污和粉尘,确保安装面清洁度符合要求。对于过盈配合的部件,可将异形件浸入 60-80℃的热水中预热 10 分钟,利用材料的热胀特性降低装配阻力,安装时使用专门使用导向工装避免强行敲击导致的变形,装配完成后需静置 2 小时待其恢复常温。 螺栓连接操作需严格控制拧紧力矩,根据异形件的材料特性选择适配工具,对于尼龙材质的部件,推荐使用扭矩扳手按 20%-50%-100% 的阶梯式方法拧紧,力矩值比金属部件降低 30%,防止因过度受力导致螺纹滑丝。安装完成后需在螺栓头部涂抹防松胶,环境湿度超过 80% 时,还需在接触面加装耐水密封垫。河北高弹性高分子异形件厂家尼龙异形件凭借轻量化、耐腐蚀等优势,正逐步替代传统金属件,降低设备能耗和维护成本。

模具维护是保证生产连续性的基础工作,每次生产批次结束后,技术人员会对模具进行彻底清洗,检查型腔表面的磨损情况,对导柱、顶针等活动部件进行润滑。对于复杂型腔,采用超声波清洗技术去除残留物料,确保下次生产时的成型精度。 针对小批量多品种的生产需求,车间采用柔性制造系统,通过快速换模技术实现不同异形件的生产切换,换模时间控制在 30 分钟以内。智能仓储系统根据生产计划自动调取所需模具和原料,配合 MES 系统实现生产流程的数字化管理,大幅提高生产效率。
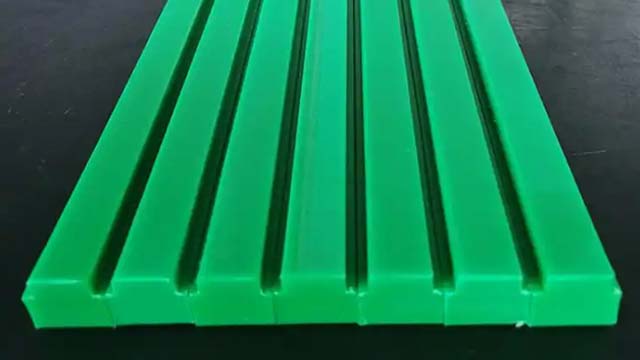
自修复材料的应用赋予异形件更长使用寿命,在基材中掺入微胶囊型修复剂,当部件表面出现微小裂纹时,胶囊破裂释放修复剂,与基材发生化学反应形成交联结构,自动封堵裂纹。这种技术使管道连接用异形件的维护周期从 1 年延长至 3 年,大幅降低运维成本。 微波辅助成型技术革新了传统加热方式,利用微波对高分子材料的选择性加热特性,使物料从内部到表面同步升温,升温速率较传统烘箱提高 5 倍。生产大型板状异形件时,加热均匀性明显改善,内应力降低 60%,有效解决了厚壁产品的翘曲变形问题,成型效率提升 3 倍。新型TPE材料使异形件同时具备橡胶弹性和塑料强度。

尺寸精度标准是基础检测项目,需根据产品类型和应用场景确定公差范围。通用型异形件遵循 GB/T 14486《工程塑料模塑制品尺寸公差》,将尺寸公差分为 7 个等级,精密级(MT3)的尺寸误差可控制在 ±0.05mm 以内,适用于电子、医疗等领域;普通级(MT5)误差允许在 ±0.1-0.3mm,满足矿山、建筑等场景需求。对于长径比超过 10:1 的细长件,需额外检测直线度,每米偏差不得超过 0.5mm,避免装配时出现卡滞。力学性能检测需依据材料类型制定指标,拉伸强度测试按 GB/T 1040 执行,超高分子量聚乙烯异形件的拉伸强度应≥30MPa,尼龙 66 异形件需≥60MPa;冲击韧性通过 GB/T 1043 检测,缺口冲击强度方面,聚碳酸酯异形件需≥60kJ/m²,而聚丙烯异形件通常要求≥20kJ/m²。对于承受交变载荷的部件,还需进行疲劳测试,在 10^6 次循环载荷下不得出现裂纹,确保长期使用中的结构稳定性。在-40℃至120℃工况下,该工程塑料异形件仍能保持稳定性能。重庆轻质高分子异形件价格咨询
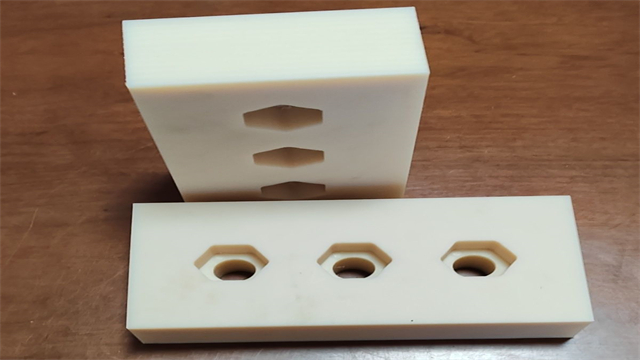
这批定制异形件的尺寸公差控制在±0.05mm以内。安徽塑料高分子异形件厂家直销
国际竞争压力持续加大,进口品牌凭借百年技术积累,在顶端异形件市场占据 60% 份额,尤其在材料一致性、长期耐老化性能上具有优势。国内企业通过技术攻关缩小差距,在性价比上形成竞争力,近三年出口额年均增长 15%,逐步打入欧美中端市场,但在顶端领域仍需突破品牌认知壁垒。 环保要求升级重塑竞争格局,欧盟 REACH 法规和国内 “双碳” 政策,迫使企业投入环保设备改造,如安装 VOCs 处理系统、采用可降解原材料等,改造成本增加 5%-8%。部分中小厂商因难以承担成本退出市场,而提前布局绿色生产的企业则获得环保认证优势,在出口订单和朝廷采购项目中更具竞争力。安徽塑料高分子异形件厂家直销