环保措施融入生产各环节,原料烘干产生的废气经活性炭吸附装置处理后达标排放,冷却水系统采用闭式循环设计,减少水资源消耗。边角料和不合格品通过粉碎设备回收,重新造粒后按比例掺入新料中循环利用,使原料利用率提升至 95% 以上。 检验环节严格执行抽样标准,质检人员按照 GB/T 标准对异形件的力学性能进行测试,包括拉伸强度、冲击韧性和耐磨性等指标。通过三坐标测量仪对关键尺寸进行精确检测,所有合格产品经过表面清洁和包装后,由智能物流系统送至成品仓库,等待发货指令。超耐磨异形件,采用纳米复合技术,摩擦系数低至0.05,使用寿命提升8倍!天津高分子异形件多少钱

库存管理对高分子异形件生产企业至关重要,由于产品规格繁多且定制化程度高,传统库存模式易导致积压或短缺。采用 VMI(供应商管理库存)模式后,企业根据客户的实时用量数据动态调整库存,使库存周转率提升 30%,同时确保客户的紧急补货需求在 48 小时内得到满足,增强供应链响应速度。 高分子异形件的标准化工作逐步推进,行业协会已发布多项团体标准,对常见类型产品的尺寸公差、性能指标作出规范。标准化不只降低了客户的选型难度,也使生产企业的模具通用性提高,生产成本降低 15%,但对于高度定制化的异形件,仍需通过双方技术协议明确质量要求。湖北高分子异形件非标定制耐高温特种异形件,200℃高温不变形,严苛工况无忧!

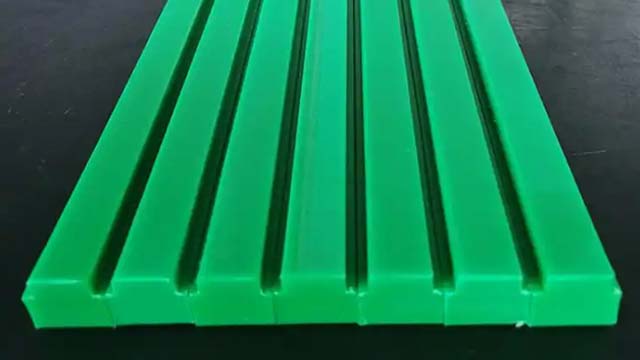
高分子异形件凭借材料的独特性能,在工业领域占据不可替代的地位。这类部件通常由聚乙烯、聚四氟乙烯、尼龙等高分子材料制成,兼具耐磨损、抗腐蚀、重量轻等优势,能在 - 50℃至 150℃的温度范围内保持稳定性能。与金属部件相比,其密度只为钢的 1/7,可大幅降低设备负重,同时减少因摩擦产生的能耗,在输送机械、化工设备中应用较多。 高分子异形件的结构设计需兼顾功能性与成型可行性,常见的截面形状包括 T 型、L 型、U 型及不规则曲面等,部分产品还集成了凹槽、凸台等复杂特征。设计过程中,工程师需通过有限元分析软件模拟部件在受力状态下的形变情况,确保结构强度满足使用要求,同时避免因形状过于复杂导致的成型缺陷,实现功能与生产工艺的平衡。
渠道竞争在下游分销市场白热化,大型经销商凭借覆盖全国的仓储网络,要求生产企业给予 3%-5% 的返点优惠,同时掌握终端定价权。部分生产企业为摆脱渠道控制,开始布局直销团队,通过电商平台和行业展会直接对接终端客户,将渠道成本降低 8%-10%。 质量稳定性是赢得顶端市场的关键,航空航天、精密仪器等领域对异形件的尺寸公差要求控制在 ±0.05mm 以内,且需通过严格的第三方检测认证。具备全流程质量管控能力的企业,其顶端产品溢价可达 20%-30%,而质量不稳定的厂商只能局限于中低端市场,难以突破客户层级。高精度异形件,让机械运转更流畅、更持久!

注塑成型工艺适用于结构复杂、精度要求高的中小型异形件。将混合好的原料加入注塑机料斗,经螺杆旋转输送至机筒,在 200-350℃的高温下熔融塑化。当熔料达到设定粘度时,螺杆将其以 50-150MPa 的压力注入定制模具型腔,模具内的冷却系统在 10-30 秒内快速降温,使熔料固化定型。对于带有倒扣、侧孔的异形结构,模具需配备抽芯或斜顶机构,确保产品顺利脱模,尺寸误差可控制在 ±0.05mm 以内。 模压成型多用于大型厚壁或增强型高分子异形件,流程包括装料、加压、固化和脱模。先将预热至 60-80℃的物料按重量计量后放入模具型腔,闭合模具后通过液压机施加 5-50MPa 的压力,同时将模具加热至 150-200℃,使物料在压力和温度作用下充满型腔并发生交联反应。根据产品厚度,固化时间通常为 30 分钟至 2 小时,固化完成后缓慢卸压脱模,避免因内应力导致变形。该工艺尤其适合玻璃纤维增强的高分子材料,能减少纤维断裂,提升产品力学性能。从医疗到航天,异形定制满足全领域需求!山西高分子异形件供应商
新型TPE材料使异形件同时具备橡胶弹性和塑料强度。天津高分子异形件多少钱
新能源汽车的发展推动了高分子异形件的应用创新,电池包内采用的阻燃型聚丙烯异形支架,既能固定电芯防止晃动,又具备良好的绝缘性能,可耐受 - 40℃至 120℃的极端温度变化。充电枪接口的密封异形件则采用耐老化硅橡胶,确保在频繁插拔和户外环境下的密封可靠性,使用寿命达 10 万次以上。 医疗设备领域对高分子异形件的精度和生物相容性要求极高,手术器械中的聚醚醚酮异形连接件,不只具备与金属相当的强度,还能通过伽马射线消毒且性能不受影响。在呼吸机管路中,医用级 PVC 异形接头具有柔软性和密封性,减少气体泄漏的同时避免对患者造成皮肤刺激。天津高分子异形件多少钱