- 品牌
- STK,CASTEKS,CSTK
- 成型工艺
- 砂型铸造
- 砂型铸造种类
- 呋喃砂,化学硬化砂型
- 特种铸造种类
- 消失模铸造,壳型铸造,实型铸造
- 打样周期
- 8-15天
- 加工周期
- 8-15天
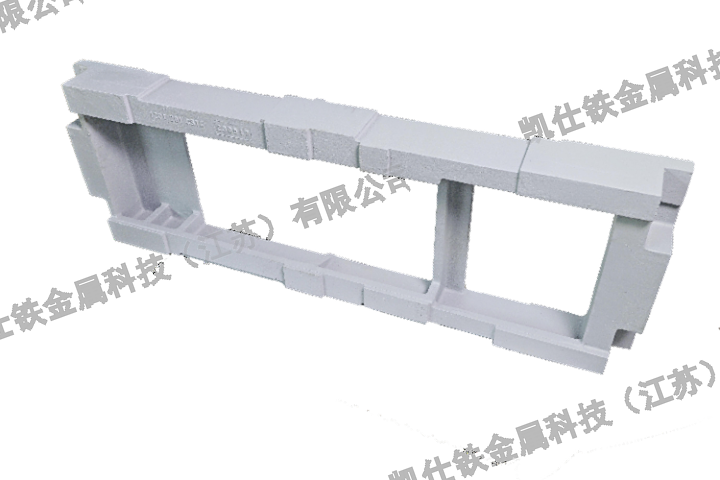
球墨铸铁中出现碎块状石墨(chunkygraphite)是一个复杂的现象,其形成原因涉及多个方面,包括化学成分、冷却条件、凝固过程以及微观组织变化等。以下是对碎块状石墨形成原因的具体分析:一、化学成分的影响合金元素:某些合金元素如C、Si、Ce、Ca、Al、Ni、Mg、Cu、P等被认为会促进碎块状石墨的形成。例如,Ce元素在某些条件下会促使石墨过度膨胀,从而导致碎块状石墨的产生。而Bi、Sb、As、Sn、Pb、B、O等元素则被认为会阻碍碎块状石墨的形成。硫含量:硫是反球化元素,其含量过高会导致球化不良,进而可能引发碎块状石墨的形成。因此,控制硫含量在较低水平是预防碎块状石墨的重要措施之一。稀土元素:稀土元素对球墨铸铁的组织和性能有重要影响。然而,稀土元素的含量过高或过低都可能对石墨的形态产生不利影响,进而可能导致碎块状石墨的形成。因此,需要根据具体情况合理控制稀土元素的含量。二、冷却条件的影响冷却速率:冷却速率是影响石墨形态的关键因素之一。较低的冷却速率可能导致石墨有足够的时间进行非均质形核和长大,从而增加碎块状石墨的形成倾向。 凯仕铁铸造的的球墨铸铁件,能够承受高压和复杂工况。东莞附近采购球墨铸铁铸造厂

它与镁、稀土等球化元素有很强的亲合力。硫的存在会大量消耗铁液中的球化元素,形成镁和稀土的硫化物,引起夹渣、气孔等铸造缺陷。含量要求:球墨铸铁中硫的含量一般要求小于。5.磷(P)作用:磷在铸铁中溶解度极低,是一种有害元素。当其含量小于,固溶于基体中,对力学性能几乎没有影响。但当含量大于,磷极易偏析于共晶团边界,形成二元、三元或复合磷共晶,降低铸铁的韧性。含量要求:球墨铸铁中磷的含量愈低愈好,一般情况下应低于。对于比较重要的铸件,磷含量应低于。6.球化元素(主要是镁和稀土)作用:镁和稀土元素可以中和硫等反球化元素的作用,使石墨按球状生长。含量要求:镁和稀土的残留量应根据铁液中硫等反球化元素的含量确定。在保证球化合格的前提下,镁和稀土的残留量应尽量低。残留量过高会增加铁液的白口倾向,并会由于它们在晶界上偏析而影响铸件的机械性能。综上所述,球墨铸铁的化学成分需要精确控制,以确保其优异的机械性能和耐磨性。 河南附近靠谱得球墨铸铁件厂家电话球墨铸铁 ,就选凯仕铁金属科技(江苏)有限公司。
球墨铸铁的机加工精度控制是一个涉及多个方面的复杂过程。以下是一些关键的控制措施和注意事项:一、选择合适的切削工具刀具材料:由于球墨铸铁的高机械强度和高硬度,选择具有高硬度和高耐磨性的切削工具至关重要。硬质合金刀具因其优异的性能,非常适合于球墨铸铁的切削加工。与普通的高速钢刀具相比,硬质合金刀具具有更长的使用寿命和更好的切削效率。刀具涂层:在切削过程中,刀具涂层的选择也非常重要。常用的涂层有钛涂层、氮化物涂层和金刚石涂层等。不同的涂层具有不同的优缺点,需根据加工需求选择合适的涂层以提高切削精度和刀具寿命。二、优化加工参数切削速度:球墨铸铁的硬度较高,因此切削速度应控制在相对较低的水平。过高的切削速度容易引起刀具的磨损和高温,导致加工质量不稳定。合理的切削速度应根据刀具材料、涂层和工件材质等因素综合确定。进给量:进给量的大小会直接影响球墨铸铁的表面质量。选择适当的进给量可以保障切削过程的稳定性和加工精度。过小的进给量可能导致切削效率低下,而过大的进给量则可能产生表面粗糙度增加等问题。三、加强切削过程控制切削液的使用:切削液在切削过程中起到冷却、润滑和清洗的作用。
球墨铸铁在铸造过程中可能会出现多种缺陷,为了避免这些缺陷,可以采取以下措施:一、控制原材料和辅助材料的质量选用低硫原材料:原铁水中的含硫量高是导致球墨铸铁缺陷的一个重要原因。因此,应选用低硫焦炭,并进行脱硫处理,必要时可以增加球化剂中稀土的含量来控制硫的影响。防止材料锈蚀和潮湿:原材料和辅助材料的锈蚀和潮湿会引入杂质,影响铁液的质量。因此,应确保这些材料的干燥和清洁。控制微量元素:注意控制炉料中的反球化元素,如电镀材料、铅系涂料和铝削等,避免它们对球化过程的不利影响。二、优化铸造工艺控制浇注温度:浇注温度对铸件的质量有很大影响。对于薄壁铸件,浇注温度不能低于1350℃,以确保铁液充分流动并充满型腔。控制冷却速度:铸件各部位的冷却速度应尽量保持均匀一致,避免过大差异导致的应力集中和缺陷产生。优化球化处理:球化处理是球墨铸铁铸造的关键步骤。应根据铸件中的含硫量适当增加球化剂量,确保球化效果。同时,要控制好球化处理完到浇注完毕的时间,尽量控制在15分钟以内,合适的时间是控制在10分钟。加强扒渣和覆盖:扒渣和覆盖不充分会导致回硫现象,影响球化效果。因此,应加强扒渣和覆盖操作,减少杂质和回硫。
苏州好的球墨铸铁的公司。
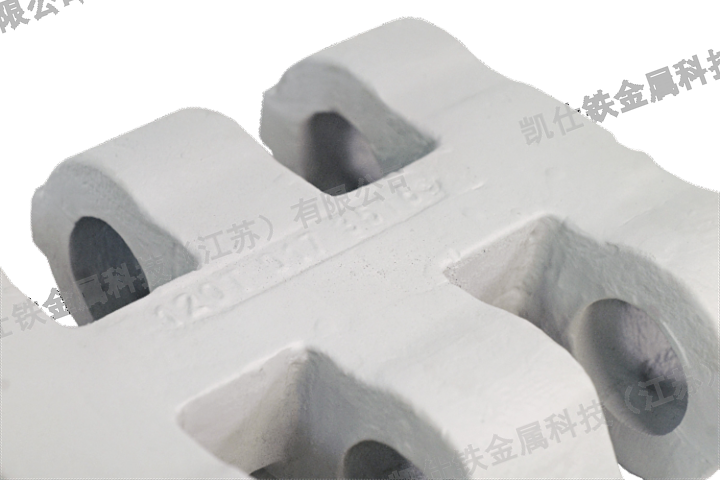
球墨铸铁在铸造过程中可能会出现多种缺陷,这些缺陷可能源于原材料、工艺控制、设备状态或操作不当等多种因素。以下是一些常见的球墨铸铁缺陷:缩孔与缩松:缩孔是由于铸件在凝固过程中体积收缩得不到补偿而产生的孔洞。缩松则是由于铸件各部分冷却速度不均匀,凝固顺序不同,在枝晶间或热节处形成的细小孔洞。夹渣:夹渣是指铸件内部或表面存在非金属夹杂物,如熔渣、砂粒、氧化皮等。这些夹杂物可能来自熔炼过程中的杂质、炉渣或造型材料。石墨漂浮:在铁液凝固过程中,石墨片容易上浮并聚集在铸件的上部或凝固的部位,形成石墨漂浮缺陷。这会导致铸件局部区域石墨形态恶化,影响力学性能。皮下气孔:皮下气孔通常位于铸件表皮以下,直径约为1~3mm。这种缺陷可能是由于型砂水分过多、透气性差或浇注时型腔中的气体未完全排出所致。球化不良:球化不良是指铸件中的石墨形态未能完全球化,出现片状、蠕虫状或团块状石墨。这可能是由于球化剂加入量不足、球化处理不当或铁液化学成分不合理所致。热裂与冷裂:热裂是在铸件凝固末期或刚凝固不久时,由于铸件内部或外部应力超过其强度极限而产生的裂纹。冷裂则是在铸件冷却至室温或更低温度时出现的裂纹。 球墨铸铁以其优异的机械性能,广泛应用于汽车制造领域。山东注塑机球墨铸铁件生产工艺
精确的合金配比是确保球墨铸铁质量的关键,欢迎咨询凯仕铁金属科技(江苏)有限公司。东莞附近采购球墨铸铁铸造厂
球墨铸铁生产过程中的多点控制是确保产品质量和生产效率的关键。以下是一些关键的控制点及其相应的控制方法:一、原材料选择与准备生铁与废钢:选择高纯度的生铁和干净的废钢,确保原材料中的硫、磷、反球化元素等含量低。生铁的碳含量应适中,废钢应无砂、锈等杂物。合金元素:根据产品性能要求,精确计算并添加适量的合金元素,如铜、镍、锡等,以提高强度和韧性。二、熔炼过程控制熔炼设备:选择高效、低耗的熔炼设备,如中频感应电炉,以避免增硫、磷问题,并确保铁水温度均匀。化学成分:严格控制铁水的化学成分,确保碳、硅、锰、硫、磷等元素的含量在合理范围内。碳当量应适中,避免过高或过低导致石墨漂浮或缩孔缩松。球化剂与孕育剂:根据铁水成分和铸件要求选择合适的球化剂和孕育剂。球化剂的加入量应根据铁水成分、铸件壁厚等因素确定,孕育剂则用于促进石墨化,细化石墨球。三、球化与孕育处理球化处理:采用冲入法或其他适合的球化处理方法,确保镁和稀土元素的充分吸收,提高球化效果。控制球化反应时间,避免镁的烧损过多。孕育处理:进行多级孕育处理,以提高孕育效果。孕育剂的加入量和粒度应根据铁水量和性能要求确定。
东莞附近采购球墨铸铁铸造厂
- 盐城重型球墨铸铁件厂家电话 2024-10-31
- 浙江采购球墨铸铁厂商 2024-10-31
- 江苏高精密球墨铸铁件厂电话 2024-10-23
- 盐城球墨铸铁价格表 2024-10-18
- 南通专业球墨铸铁价位 2024-10-18
- 东莞附近球墨铸铁厂电话 2024-10-18
- 河南附近重型球墨铸铁件价位 2024-10-15
- 山东球墨铸铁厂家电话 2024-10-15
- 辽宁附近重型球墨铸铁铸造厂 2024-10-15
- 河南附近高耐磨球墨铸铁厂商电话 2024-10-15
- 辽宁附近高强度球墨铸铁件厂家电话 2024-10-15
- 盐城采购球墨铸铁件厂商 2024-10-15


