- 品牌
- 开鸿环保
- 型号
- 全型号
- 主要用途
- 水处理用活性炭,载体用活性炭,废气处理,空气净化用活性炭,食品饮料,医药用水,电子高纯水,脱色用活性炭,储能用活性炭,水处理,除臭除异味
- 材质
- 木炭烟煤,椰壳
废气排放,经过炭罐吸附和再生后,废气中的污染物较大程度上降低,可以达到国家相关标准,然后排放。为了安全和保证排放效果,需要对排出的废气进行监测和处理。在活性炭废气处理中,需要注意以下问题:1. 活性炭的选择要根据废气中污染物的种类和浓度来选用合适的活性炭。2. 炭罐吸附过程中,要定期检查吸附效果和炭罐内部状况。3. 再生过程中,要根据实际情况选择合适的再生方法和温度,以保证吸附效果和炭罐本身的安全性。4. 废气排放要严格按照国家相关标准进行监测和处理。活性炭废气处理技术可以根据废气种类和处理需求进行定制化配置。VOC治理活性炭再生

为了充分发挥活性炭吸附箱在工业废气净化处理中的优势,需要对其进行合理的选型和设计。首先,应根据废气的成分、浓度、流量等参数选择合适的活性炭类型和吸附箱规格。其次,应优化活性炭的更换周期,确保活性炭在达到饱和前能够及时更换。此外,还可以结合其他净化技术,如催化燃烧、等离子体处理等,提高活性炭吸附箱的净化效果。总之,活性炭吸附箱作为一种有效的工业废气净化处理设备,具有普遍的应用前景。通过不断优化活性炭吸附箱的设计和运行参数,可以进一步提高其净化效果,为工业生产提供更加环保、高效的废气处理解决方案。VOC治理活性炭再生活性炭废气处理装置可以减少企业排污成本,提高生产效率。

活性炭的再生可以通过两种方法进行:a. 热再生:通过加热活性炭,将吸附的有机物从中脱附出来。脱附的有机物以废气或者其他载气的形式被带走,然后活性炭恢复到可再次使用的状态。b. 蒸汽再生:通过将饱和的活性炭暴露在高温高湿的蒸汽中,使有机污染物从活性炭中脱附,并将它们带走。按照《国家危险废物名录》规定,沾染危险废物的废活性炭属于危险废物。即活性炭吸附了VOCs、甲醛、含苯废气、重金属等危险废物名录中规定的有毒有害物质,其便属于危险废物,如何处置成为企业面临的新问题.
控制系统:1.系统采用PLC 对催化燃烧炉集中控制,并配置人机界面 (10 寸中文触摸屏) ,对整个系统运行工况进行实时监控。2.催化燃烧炉内的高温传感器反馈氧化室内的温度,通过信号传递至 PLC,PLC根据温度的监测调整加热器的开启关闭时间,使氧化室内的温度保持稳定。当氧 化室内的温度超过上限温度,系统将自动报警,同时 PLC 发出指令调整补冷阀门 增加冷风风量,当氧化室内的温度低于下限温度,加热器自动启动补偿热量。3.氧化室内的压力传感器返馈氧化室内的压力信号提供给 PLC,当氧化室内的压力出现异常时,系统会自动报警。4.脱附风机采用变频控制,风机的频率 (实际处理风量) 和生产线的使用状况信号连锁,从而保证废气处理量和生产线的实际废气排放风量吻合。5.人机界面:①控制柜安装人机界面 (HMI) 设备 1 台,现场操作显示、故障报警、运行参数显示、控制参数设定及设备控制。②触摸屏上显示工艺过程、阀门位置、风机状态、燃烧器状态、系统状态、各种信息、温度曲线等。活性炭废气处理系统运行稳定,反应速度快,处理效率高。
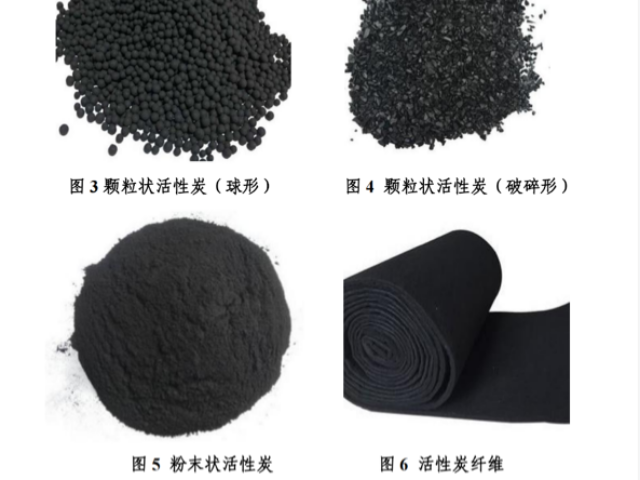
活性炭箱设计风量应能够满足车间所需风量要求。采用颗粒活性炭时,气体流速宜低于0.6m/s,厚度不低于0.4m;采用活性炭纤维时,气体流速宜低于0.15m/s;采用蜂窝活性炭时,气体流速宜低于1.2m/s。定期更换活性炭企业应根据活性炭吸附处理设施设计方案确定活性炭更换周期,原则上活性炭更换周期一般不应超过累计运行500小时或3个月;在无废气处理设施设计方案或实际建设情况与设计方案不符时,参考以下公式计算活性炭更换周期:T=m*s÷(c*103*Q*t)式中:T-更换周期,天;m-活性炭的用量,kg;s-动态吸附量,%;(一般取值10%);c-活性炭削减的VOCs浓度,mg/m3;Q-风量,单位m3/h。t-运行时间,单位h/d。活性炭废气处理装置通常包括活性炭吸附层和过滤层。江苏饱和活性炭处置
活性炭废气处理系统可以通过控制进出口气体的流量和温度来提高处理效果。VOC治理活性炭再生
磷酸法炭活化和回收废气本工程炭活化和回收工序废气主要包括木屑分解废气、磷酸蒸发废气(主要成分为磷酸、焦磷酸、偏磷酸等,可折算为P2O5)、燃料燃烧废气和水蒸气,木屑分解废气主要以水蒸气和木质素排出。回收工序废气采用在炭活化炉出炭口安装一套直径1米、长5米的冷却转炉,使磷酸雾从气态变为液态而回收磷酸。炭活化工序和回收工序出来的废气采用二次降温+静电装置处理+冷凝装置+水浴装置的处理措施,经一根15m高的排气筒排放。VOC治理活性炭再生
- 浙江活性炭吸附 2024-12-22
- 陕西废气治理活性炭 2024-12-20
- 江苏水处理活性炭贮存 2024-12-20
- 江苏制药工业活性炭吸附脱附设备 2024-12-19
- 湖北食品活性炭 2024-12-18
- 废气治理活性炭集中再生 2024-12-17
- 湖南活性炭贮存 2024-12-16
- 上海水处理活性炭碘值检测 2024-12-15
- 上海水提标活性炭吸附脱附设备 2024-12-12
- 江苏废气治理活性炭碘值检测 2024-12-10
- 江苏活性炭设备 2024-12-08
- 水提标活性炭收集装置 2024-12-06