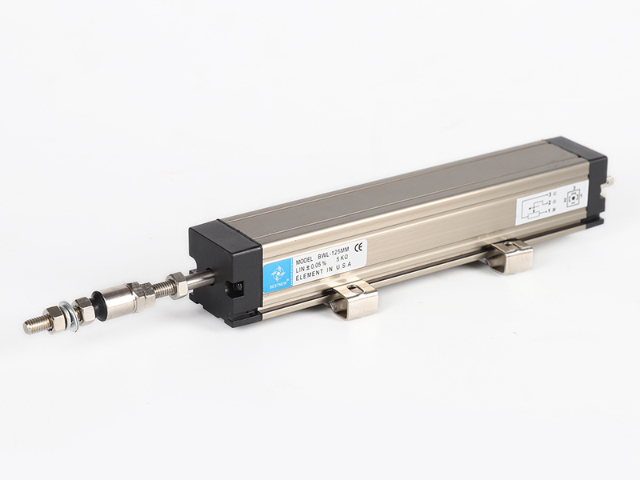
- 品牌
- 贝斯特宁BESTNEW
- 型号
- LVDT
- 用途类型
- 车身位移传感器,滚轮位移传感器,混凝土位移传感器,纺机位移传感器
- 工作原理
- 变压器式
- 输出信号
- 模拟型
- 材质
- 金属膜
- 位移特征
- 直线位移
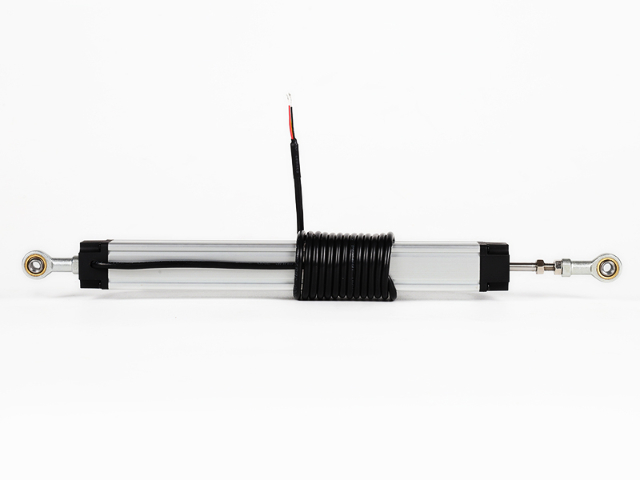
在织布机经纱张力调节中,经纱张力的稳定与否直接影响织物的密度和织造质量,经纱张力过大易导致经纱断裂,张力过小易导致织物出现稀密路;LVDT 安装在织布机的经纱张力辊上,通过测量张力辊的位移变化(反映经纱张力变化),测量范围通常为 ±5mm,线性误差≤0.1%;当 LVDT 检测到经纱张力位移超出设定范围时,控制系统会调整经纱送经速度或张力弹簧的压力,及时稳定经纱张力,确保织造过程的顺利进行。在印染机织物导向位移控制中,织物在印染过程中需保持稳定的导向位置,若出现横向位移偏差(如 ±2mm),会导致印染图案错位、边缘染色不均等问题;LVDT 安装在印染机的织物导向辊旁,通过非接触式测量(如红外辅助定位)或接触式测量(如弹性探头)获取织物的横向位移数据,测量精度可达 ±0.05mm;当 LVDT 检测到织物位移偏差时,控制系统会驱动导向辊的调节机构,修正织物的导向位置,确保印染图案的精细性。此外,在纺织设备的维护中,LVDT 还可用于测量设备关键部件(如齿轮、轴承)的磨损位移,通过定期监测判断部件是否需要更换,避免因部件磨损导致设备精度下降。LVDT将位移准确转换为可用电信号。拉杆式LVDT试验设备
基于非接触工作原理,LVDT 维护相对简单,无机械磨损部件无需频繁更换。日常使用中定期检查连接线缆和信号处理电路,长期使用建议定期校准。校准需使用高精度位移标准器,对比传感器输出与标准位移值,调整信号处理参数修正误差,保障其长期稳定可靠工作。液压和气动系统中,LVDT 通过测量活塞位移,实现对执行机构位置和速度的精确控制。在注塑机、压铸机等设备上,准确测量模具开合位移和压射机构行程,实现生产过程闭环控制,确保精确生产,提高产品*量与生产效率,满足系统动态控制需求。LVDT检测技术采用LVDT能优化测量流程与效率。

在风电设备中,风力发电机的叶片变桨位移和主轴位移是关键监测指标,叶片变桨位移决定了风能的捕获效率,主轴位移影响发电机的运行安全,LVDT 安装在叶片变桨机构上,测量变桨位移(测量范围 0-300mm),精度 ±0.1mm,确保变桨角度控制在比较好范围;安装在主轴轴承座上,测量主轴的径向位移(测量范围 ±3mm),及时发现主轴的异常位移,避免轴承损坏;风电设备运行时会产生强烈振动(振动频率可达 50Hz),LVDT 采用了抗振动结构设计(如弹性悬挂式安装),减少振动对测量精度的影响。在储能设备中,如液压储能系统的活塞位移监测,液压储能系统通过活塞的往复运动实现能量的储存和释放,活塞的位移精度决定了储能效率,LVDT 安装在储能缸内,测量活塞的位移(测量范围 0-2000mm),精度 ±0.5mm,实时反馈活塞位置,确保储能系统的高效运行;由于储能系统内存在高压油液,LVDT 采用了耐压密封设计(耐压等级 ≥31.5MPa),防止油液泄漏进入传感器内部。
LVDT 工作频率影响其性能,频率越高响应速度越快,但电磁干扰风险增加,对信号处理电路要求也更高;频率较低则干扰减少,响应变慢。实际应用中需根据测量需求与环境条件选择合适频率,动态测量场景需高频响应快速捕捉位移变化;干扰敏感环境则选低频并配合屏蔽滤波,保证测量准确性。工业自动化生产线上,LVDT 是实现精确位置控制与质量检测的*心。机械加工时,实时监测刀具位移和工件尺寸,通过反馈控制调整加工精度;装配生产中,检测零部件安装位置与配合间隙,保障装配质量。其高分辨率和快速响应特性,满足自动化生产对测量速度与精度的需求,提高生产效率,降低废品率。LVDT为智能装备提供关键位置反馈。

重复性是评估 LVDT 可靠性的重要参数,它反映了传感器在相同条件下多次测量同一位移量时,输出结果的一致性程度。良好的重复性意味着 LVDT 在长期使用过程中,能够保持稳定的性能,测量结果可靠。影响重复性的因素较为复杂,包括传感器的机械结构稳定性、电磁兼容性以及环境因素等。在制造过程中,通过采用高精度的加工工艺、优*的材料和严格的装配流程,可以提高 LVDT 的机械结构稳定性,减少因机械因素导致的测量误差。同时,优化传感器的电磁兼容性设计,采用有效的屏蔽和滤波措施,降低外界电磁干扰对测量结果的影响。此外,对传感器进行定期校准和维护,及时调整和修正可能出现的误差,也有助于保持其良好的重复性,确保在工业自动化、质量检测等领域的测量结果准确可靠。LVDT助力医疗设备实现精密位置控制。拉杆式LVDT试验设备
抗干扰LVDT保证测量数据不受干扰。拉杆式LVDT试验设备
轴向位移变化,当位移超出设定范围时(通常为 ±0.1mm),控制系统会调整螺杆的转速或背压,确保挤出量稳定;用于该场景的 LVDT 需具备良好的抗油污和抗振动性能,外壳防护等级需达到 IP65 以上,以抵御挤出机工作时产生的塑料熔体油污和设备振动影响,同时其响应速度需≥1kHz,能够快速捕捉螺杆的动态位移变化。在吹塑机薄膜厚度控制中,薄膜的厚度均匀性是关键质量指标,需通过 LVDT 实时测量薄膜的径向位移(厚度),吹塑机工作时,薄膜从模头挤出后会通过冷却辊牵引,LVDT 安装在冷却辊旁,通过非接触式测量(如激光反射辅助)或接触式测量(如高精度探头)获取薄膜厚度数据,测量精度可达 ±1μm;当 LVDT 检测到薄膜厚度超出偏差范围时,控制系统会调整模头的间隙或牵引速度,及时修正厚度偏差,确保薄膜厚度均匀。拉杆式LVDT试验设备

随着数字信号处理(DSP)技术的不断发展,LVDT 传统的模拟信号处理方式逐渐向数字化方向转型,DSP 技术与 LVDT 的结合不仅提升了测量精度和稳定性,还拓展了 LVDT 的功能应用,推动了 LVDT 技术的智能化发展。在信号处理环节,传统 LVDT 采用模拟电路进行信号放大、解调,存在温度漂移大、抗干扰能力弱、参数调整困难等问题,而基于 DSP 技术的 LVDT 信号处理系统,通过将 LVDT 的模拟输出信号转换为数字信号,利用 DSP 芯片的高速运算能力实现数字化解调、滤波和误差补偿,提升了信号处理的精度和稳定性。具体而言,DSP 系统首先通过高精度模数转换器(ADC)将 LVDT 的...
- 湖南LVDT行程仪 2025-12-27
- 江门LVDT工业 2025-12-27
- 珠海LVDT承接各种非标定制传感器 2025-12-26
- LVDT变送模块 2025-12-26
- 拉杆LVDT智慧农业 2025-12-24
- 湖北LVDT常见问题 2025-12-10
- 河北LVDT光栅尺 2025-12-09
- 哪里有LVDT智慧城市 2025-12-09
- 应用LVDT行程仪 2025-12-09
- 广州LVDT试验设备 2025-12-09



- 浙江LVDT设备工程 2025-12-08
- 江门LVDT土压传感器 2025-12-07
- 湖南LVDT桥梁地质 2025-12-06
- 吉林LVDT数显表 2025-12-06
- 珠海LVDT工业化 2025-12-06
- 河南LVDTLVDT传感器 2025-12-06



- 江门LVDT工业 12-27
- 浙江杭州传感器数显表 12-26
- 自动化传感器批发厂家 12-26
- 河南传感器机械化 12-26
- 珠海LVDT承接各种非标定制传感器 12-26
- 广东深圳传感器常见问题 12-26
- LVDT变送模块 12-26
- 本地传感器标准 12-25
- 广东深圳国产传感器直线位移 12-25
- 浙江宁波传感器承接各种非标定制传感器 12-25