- 品牌
- 源奥流体
- 型号
- 齐全
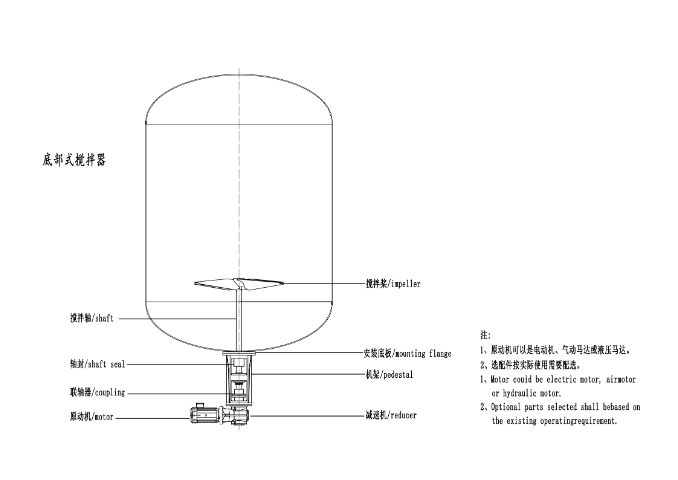
在萘氧化法生产马来酸的工艺中,搅拌对反应有着多方面的影响,具体如下:促进反应物混合萘氧化反应中,搅拌能使萘与空气(或氧气)充分接触并均匀混合。由于萘是固体,在反应初期需要将其充分分散在反应体系中,搅拌可使萘颗粒在气相中均匀分布,增加与氧气的接触面积,提高反应速率。能使催化剂在反应体系中均匀分散,避免催化剂局部堆积或浓度不均,保证反应在整个反应区域内均匀进行,提高反应的一致性和重复性。强化传质与传热传质方面:搅拌可加快氧气向萘表面的扩散速率,同时使反应生成的马来酸酐等产物及时脱离反应界面,促进反应向正方向进行。有利于气相中的氧气不断补充到反应区域,维持反应的持续进行,提高萘的转化率和马来酸酐的收率。传热方面:萘氧化是强放热反应,搅拌可以使反应热迅速传递到整个反应体系,避免局部过热。通过强化传热,可将反应热及时移出反应体系,防止因温度过高导致副反应增加、催化剂失活等问题,有利于控制反应温度,提高马来酸的选择性和产品质量。影响反应选择性适当的搅拌强度可以调节反应体系的微观环境,影响自由基的生成和传递,从而对反应的选择性产生影响。搅拌还能影响反应体系中的停留时间分布。次数,提高生产效率。化工搅拌中推进式搅拌器有哪些特点?上海环保水处理搅拌器咨询报价
搅拌器
高密池搅拌机频率设置多少合适?处理物料的性质粘度:如果处理的物料粘度较高,如某些高浓度的污泥或粘性较大的化工原料,需要较大的搅拌力度来保证充分混合,频率一般设置在20-50Hz左右。比如在污泥处理中,为了防止污泥沉淀和达到良好的絮凝效果,频率可能会设置在30Hz以上,以确保污泥与药剂充分接触反应.密度:对于密度较大的物料,搅拌时需要克服更大的阻力,频率可适当提高。例如在矿石浮选过程中的高密池搅拌,频率可能在35-50Hz之间,使矿石颗粒与浮选药剂充分混合,提高浮选效率。颗粒大小:当物料中含有较大颗粒时,为了避免颗粒沉淀堆积,搅拌频率应足够高以保持颗粒的悬浮状态,通常在25-45Hz之间。像污水处理中的初沉池搅拌,若有较多较大的悬浮物,频率可设为30-40Hz。搅拌目的混合均匀:如果只是为了简单地将物料混合均匀,频率一般在15-30Hz即可。促进反应:当需要通过搅拌促进化学反应时,频率要求相对较高,一般在30-60Hz之间。防止沉淀:为了防止池底物料沉淀,频率通常在20-40Hz左右。比如在污水处理厂的二沉池中,适当的搅拌频率可以使污泥保持悬浮状态,防止其大量沉淀在池底,影响污水处理效果.湖北户外搅拌器生产企业搅拌系统调试阶段,动态调整搅拌频率对提升制药反应均一性有多大帮助?

染料搅拌器搅拌叶片磨损或腐蚀会带来哪些影响?设备故障风险增加不平衡运转:叶片的磨损或腐蚀如果不均匀,会使搅拌器在运行过程中产生不平衡力,导致设备振动加剧。长期的不平衡运转会对搅拌器的轴承、轴封等部件造成额外的压力和磨损,缩短这些部件的使用寿命,增加设备故障的风险。电机负荷增大:由于搅拌效率降低,电机需要输出更多的功率来维持搅拌器的运转,这会使电机负荷增大。长时间高负荷运行会导致电机发热严重,加速电机绝缘材料的老化,降低电机的使用寿命,甚至可能引发电机烧毁等故障。生产成本上升维修和更换成本:叶片磨损或腐蚀后需要及时进行维修或更换,这会产生直接的维修费用和更换部件的成本。此外,维修过程中还可能需要停机,导致生产停滞,造成间接的经济损失。能源消耗增加:搅拌效率降低和电机负荷增大都会使设备的能源消耗增加。长期下来,这将导致电费等能源成本的***上升,增加生产成本。原材料浪费:由于搅拌效果不佳和产品质量下降,可能会导致部分染料无法达到预期的质量标准而报废,造成原材料的浪费。这不仅增加了原材料的采购成本,还可能会带来处理废弃染料的额外费用。
搅拌机频率设置过高可能会带来哪些问题?频率过高带来的问题机械损坏风险增加当搅拌机频率过高时,搅拌桨叶、电机轴等部件的转速会远超设计标准。电机轴也会承受更大的扭矩,容易造成电机轴的弯曲或磨损加剧,减少设备的使用寿命。过高的频率还会使搅拌机的密封部件受到更严峻的考验。如机械密封处,由于转速过快,密封面之间的摩擦和磨损急剧增加,很容易出现密封失效,导致物料泄漏。能源浪费搅拌机在过高频率下运行,电机的功率消耗会随着转速的升高而急剧增加。例如,当频率从正常的30Hz提高到50Hz时,电机的功率可能会增加数倍。但实际上,在很多情况下,过高的搅拌强度超过了实际混合或反应所需,造成了大量的能源浪费。过度搅拌问题对于一些对搅拌强度敏感的物料,过高频率会导致过度搅拌。例如在化学反应中,有些反应物可能会因为过度搅拌而发生副反应,影响反应的选择性和收率。在生物发酵过程中,过度搅拌产生的剪切力可能会破坏微生物细胞,影响发酵效果。在物料混合方面,过度搅拌可能会使一些已形成的絮体或团聚体被打散。如在污水处理的絮凝过程中,过高频率的搅拌会破坏刚刚形成的矾花,使絮凝效果变差,影响后续的沉淀分离过程。搅拌桨叶形状和能耗大小有什么关联。

污泥池搅拌机的常见故障有哪些?搅拌轴故障搅拌轴弯曲:可能是由于搅拌叶片受到不均匀的阻力,或者在设备启动和停止过程中扭矩变化过大。搅拌轴弯曲会使叶片的搅拌轨迹发生改变,无法有效地搅拌污泥,还会加剧设备的振动。搅拌轴磨损:搅拌轴长期与污泥接触,污泥中的腐蚀性物质、硬质颗粒等会对搅拌轴表面造成磨损。如果污泥池的防腐涂层损坏,腐蚀介质更容易侵蚀搅拌轴。磨损后的搅拌轴直径变小,强度降低,在运行过程中可能会发生断裂。搅拌叶片故障叶片变形:可能是因为受到较大的外力冲击,叶片变形后,其搅拌面积和角度发生改变,降低了搅拌效率。叶片脱落:叶片与搅拌轴的连接方式一般是通过螺栓或者焊接。如果连接螺栓松动、腐蚀,或者焊接处出现裂缝,叶片就会脱落。叶片脱落后,不仅会影响搅拌效果,脱落的叶片还可能损坏污泥池内的其他设备,如刮泥板、污泥泵等。叶片磨损:和搅拌轴类似,叶片也会受到污泥中腐蚀性物质和硬质颗粒的磨损。特别是在处理含有大量沙粒的污泥时,叶片的磨损速度会更快。磨损后的叶片搅拌能力下降,需要及时更换或修复,否则会影响污泥池的正常运行。刚性联轴器、柔性联轴器和弹性联轴器相互间的区别有哪些?江西附近哪里有搅拌器电话
在化工搅拌器的实际应用中,有多种节能措施可供采用。上海环保水处理搅拌器咨询报价
搅拌器在糖浆脱色过程中,速度调整的频率一般是多少?依据工艺阶段初始混合阶段:在脱色开始的5-10分钟内,可能需要每隔1-2分钟就观察一下混合情况,并适当调整搅拌速度,使脱色剂与糖浆快速均匀混合。当观察到脱色剂基本均匀分散在糖浆中后,可降低调整频率。反应进行阶段:此后的20-30分钟内,一般每5-10分钟根据反应情况调整一次即可。例如使用活性炭脱色时,若发现颜色变化不明显,可适当提高搅拌速度;若颜色变化过快,有过度脱色趋势,可降低搅拌速度。接近反应平衡时,调整频率可进一步降低,每10-15分钟检查调整一次。收尾阶段:在脱色即将完成的**后5-10分钟,通常只需要检查一次搅拌速度,确保维持基本的混合状态,防止沉淀即可。依据物料特性糖浆黏度:如果糖浆黏度较高,在加入脱色剂后,**初的10-15分钟内,可能需要每隔2-3分钟就调整一次搅拌速度,以找到合适的搅拌力度使脱色剂分散。随着搅拌的进行,可逐渐延长调整间隔,到后续每5-8分钟调整一次。若糖浆黏度较低,调整频率相对较低,开始时可能每3-5分钟观察调整一次,后续每8-10分钟调整一次。糖浆浓度:浓度高的糖浆在脱色时,开始阶段可能每2-4分钟就要调整速度,使脱色剂充分渗透。上海环保水处理搅拌器咨询报价
- 安徽国产搅拌器直销价格 2026-06-06
- 广东直销搅拌器厂家电话 2026-06-06
- 安徽酯化釜搅拌器故障维修 2026-06-06
- 湖北反应池搅拌器哪里买 2026-06-06
- 安徽曝气池搅拌器拆装 2026-06-06
- 江西溶解釜搅拌器价格查询 2026-06-06
- 河北定制搅拌器厂家报价 2026-06-06
- 上海环保水处理搅拌器咨询报价 2026-06-06
- 安徽发酵罐搅拌器 2026-06-06
- 浙江反应池搅拌器销售价格 2026-06-06
- 湖北直销搅拌器销售价格 2026-06-05
- 湖北溶解釜搅拌器市场价 2026-06-05