- 品牌
- 源奥流体
- 型号
- 齐全
增塑剂生产过程中,适宜的搅拌器转速范围是多少?增塑剂生产过程中,适宜的搅拌器转速范围通常在20-1500r/min之间67。但具体的转速需要根据生产工艺、物料性质、设备结构等因素来确定,以下是一些常见的情况:制备硅基陶瓷型芯的增塑剂7:在将石蜡和蜂蜡混合的增塑剂溶化时,搅拌器的搅拌速度为20-60r/min。而在后续与粉料混合等步骤中,会先逐渐升速至1500r/min搅拌1小时,然后降速至700r/min连续搅拌4小时备用。聚醚二元醇制备增塑剂1:将聚醚二元醇加入三口烧瓶中,滴入甲苯二异氰酸酯后,在70-75℃下以100-120r/min的转速搅拌并反应3小时。制备复合膜用增塑剂1:将复合聚乙烯、碳酸钙、炭黑和增塑剂等加入搅拌机中混合均匀,控制搅拌机的转速为450-480r/min,温度为75-85℃,搅拌时间为15min。制备脚垫用增塑剂8:将炭化混合物、PVC基料、环氧树脂、驱蚊母料、增塑剂放入高速搅拌器中混合,搅拌转速在800-1000转/分之间,搅拌时间5-8分钟,搅拌温度在60-100℃之间。搅拌器设计之前都要收集哪些参数?广东直销搅拌器检修
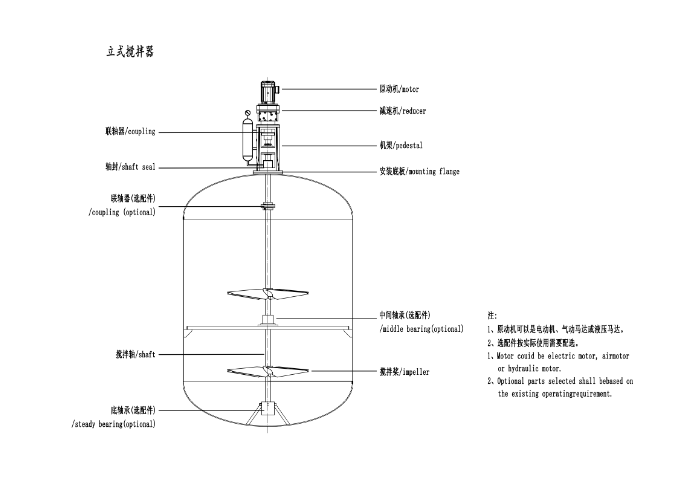
搅拌器
搅拌速度对增塑剂性能有较大影响,具体如下1:对混合效果的影响:搅拌速度快能使增塑剂生产中的原料,如有机酸、醇、催化剂等更快速、充分地混合均匀,减少局部浓度差异,有利于提高产品质量的稳定性。若搅拌速度过慢,物料混合不充分,会导致局部反应过度或不足,产品质量的稳定性就会受到影响。对传质传热的影响:较快的搅拌速度可强化传质过程,加速反应物分子间的扩散,提高反应速率和转化率。同时,有助于提高传热效率,使反应釜内温度分布更均匀,避免局部过热或过冷。不过,搅拌速度过快,物料会受到过大的剪切力,可能导致某些原料或产物的结构被破坏,还会使设备能耗大幅增加,电机负荷增大,加速搅拌桨和反应釜的磨损。对产物性能的影响:在增塑剂生产中,搅拌速度会影响产物的颗粒大小及分布。适当的搅拌速度有利于形成较小且均匀的颗粒,使增塑剂的性能更稳定、更符合使用要求。搅拌速度过快,可能导致晶核生成过快,颗粒之间碰撞频繁,形成较大的团聚体;搅拌速度过慢,则可能使晶核生成不足,颗粒大小分布不均。在不同的具体应用场景中,搅拌速度对增塑剂性能的影响程度有所不同。例如,在硝化棉吸收增塑剂的制备过程中,调浆槽搅拌速度在200-300r/min。河北喷浆池搅拌器联系方式搅拌形式选型以及搅拌转速设计,能否有效解决食品加工中物料分层问题?

釜内挡板对于源奥网状消泡桨效果有何提升作用?一、打破“液面打旋”,解决网状消泡桨的“覆盖死角”网状消泡桨的中心痛点之一是:无挡板时,搅拌轴旋转会带动液体形成“中心漩涡(打旋流)”——泡沫会被离心力甩向釜壁,堆积在边缘区域,而网状消泡桨(通常安装在轴中心液面附近)只能处理中心泡沫,形成“边缘泡沫堆积、中心消泡过剩”的死角。釜内挡板(通常设4块,宽度为釜径1/12-1/10)的关键作用是切断打旋流的圆周运动:挡板插入液体后,会对圆周流产生“阻挡力”,强制将打旋流转化为“轴向+径向的复合流场”;被甩向釜壁的泡沫,会在挡板的“导向作用”下,沿釜壁向向下方流动动,再被底层轴流桨(若搭配)向上推至中心,特别终进入网状消泡桨的网孔区域;实际效果:泡沫覆盖范围从“中心30%-40%区域”扩展至“全釜90%以上区域”,边缘泡沫消除效率提升60%-80%,彻底解决网状桨的“覆盖死角”问题。二、强化“流场扰动”,提升泡沫与网状桨的“接触频率”网状消泡桨的消泡效率依赖“泡沫与网孔的有效接触”——无挡板时,流场以平稳的圆周运动为主,泡沫只缓慢上浮,与网孔的接触概率低(部分泡沫甚至会沿漩涡边缘逃逸)。
污水处理中密度,污泥比重对搅拌设计有什么影响?决定搅拌功率与能耗搅拌功率的中心计算公式(如无量纲功率准数法)中,物料密度是关键变量(功率与密度呈正相关)。污泥比重越大(即密度ρ越大,通常活性污泥比重约,浓缩污泥可达,脱水污泥更高),推动单位体积污泥运动所需的能量越高。例如,当污泥密度比水大10%时,在相同叶轮尺寸和转速下,所需搅拌功率可能增加8%~15%(具体需结合雷诺数修正)。若未考虑高比重特性,设计功率不足会导致搅拌强度不够,出现局部沉积;功率过高则造成能耗浪费,甚至过度剪切破坏污泥絮体(如活性污泥的菌胶团)。2.影响叶轮选型与结构设计不同比重的污泥需匹配不同类型的叶轮,以平衡推力与混合效率:低比重污泥(如活性污泥混合液,比重接近水):通常选用推进式叶轮(轴向流),依靠较小的叶型产生较大循环流量,实现全池混合,能耗较低。高比重污泥(如剩余污泥、消化污泥,含固量高,比重>):因流动性差、惯性大,需更大的推力克服重力与摩擦阻力,多选用斜叶涡轮(45°或60°)或后弯叶涡轮,其径向流与轴向流结合,能产生更强的局部湍流,避免颗粒沉降;若比重极高(如脱水污泥调理阶段),可能需选用高剪切叶轮。化工生产中,固液气三项混合对搅拌器设计选型有哪些要求?
桨叶倾斜角度的调整会影响搅拌器的能耗,具体分析如下:角度对流体阻力的影响:倾斜角度变化会改变桨叶与流体的作用方式和接触面积。较小倾斜角度时,桨叶推动流体主要产生轴向流动,流体相对平缓地流过桨叶,受到的阻力较小。随着倾斜角度增大,流体的径向流动增强,桨叶对流体的推动和剪切作用更加复杂,流体与桨叶的摩擦和碰撞加剧,导致阻力增大,从而需要消耗更多能量来维持搅拌器运转。例如,当叶片角度从17°增加到90°时,搅拌器周围的流速范围增大,能耗也随之变化1。角度对流动模式和湍流强度的影响2:不同的倾斜角度会产生不同的流动模式和湍流强度。较小倾斜角度产生的轴向流动,使流体在容器内形成相对简单的循环,湍流强度较低,能量主要用于推动流体整体流动,能耗相对较低。较大倾斜角度产生强烈的径向流动和较高的湍流强度,虽然能提高混合效率,但湍流的形成和维持需要消耗更多能量,导致能耗增加。不过,当倾斜角度为45°时,能兼顾轴向和径向流动优势,使流体在各个方向充分混合,有效搅拌体积分数达到比较高,混合时间缩短,在这种情况下,可实现较好的节能效果。此外,在一些特殊设计的搅拌器中,通过优化桨叶倾斜角度与其他结构参数的组合。搅拌器桨叶的倾斜角度不同,对减少泡沫产生的效果会有怎样的差异?福建锂电池搅拌器哪家强
针对不同物料特性,优化搅拌器的桨叶布局与转速,能确保物料无死角混合。广东直销搅拌器检修
搅拌桨叶形状和剪切力的关系是什么?一、叶片角度:决定流场方向与剪切强度叶片与旋转平面的夹角是影响剪切力的关键因素。直叶桨(叶片垂直于旋转平面)旋转时,主要推动物料产生径向流,物料高速冲击桨叶边缘与罐壁,形成强剪切作用,适合需高剪切的场景,如颜料分散;斜叶桨(叶片倾斜30°-45°)则同时产生径向流与轴向流,物料与叶片接触时冲击力度减弱,剪切力较直叶桨降低,更适配需温和剪切的固体悬浮场景,如矿石浆混合。二、叶片边缘形态:影响局部湍流与剪切分布叶片边缘的光滑度与结构差异会改变局部剪切效果。光滑边缘桨叶旋转时,物料流动平稳,剪切力分布均匀,适合对剪切敏感的物料混合,如生物制剂;带齿形或缺口的桨叶(如涡轮齿形桨),旋转时会在齿口处产生局部湍流,形成集中且更强的剪切力,能快速打破固体颗粒团聚体,常见于油墨、涂料等需分散细颗粒的生产。三、桨叶数量:关联剪切频次与均匀度相同转速下,桨叶数量越多,物料在单位时间内被桨叶切割、推动的频次越高,剪切力分布更均匀。例如4叶桨在低转速时剪切力易集中于桨叶附近,而6叶桨可让剪切作用覆盖更广区域,适合大容积罐体内的均匀剪切,如化工反应釜的固液混合。广东直销搅拌器检修
- 浙江定制搅拌器拆装 2026-07-16
- 湖北叔丁醇那搅拌器哪个好 2026-07-16
- 湖北本地搅拌器生产企业 2026-07-16
- 上海锂电池搅拌器哪家强 2026-07-16
- 江西环保水处理搅拌器按需定制 2026-07-16
- 河北附近哪里有搅拌器电话 2026-07-16
- 辽宁聚酯多元醇搅拌器哪里有 2026-07-16
- 氨基树脂搅拌器售后服务 2026-07-16
- 福建苯酐预处理釜搅拌器调试 2026-07-16
- 上海溶解釜搅拌器按需定制 2026-07-16
- 山东苯酐搅拌器常见问题 2026-07-15
- 上海稀释釜搅拌器哪里买 2026-07-15