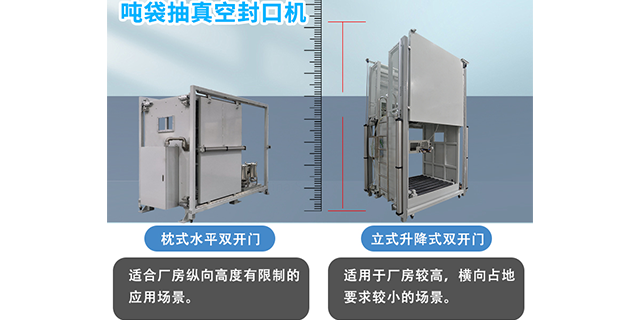
在食品、医药、化工、新能源等行业,物料受潮会直接影响产品品质与存储周期,防潮包装机通过多重密封与脱气技术,为物料提供稳定可靠的防潮防护。设备重点采用智能袋口封合装置,可自动完成内塞外扎或热合封口,形成严密的密闭空间,有效阻隔外界水汽侵入。针对超细粉体物料,设备集成粉料脱气技术,在灌装过程中排出物料间隙空气,提升堆积密度,减少水汽留存空间,进一步强化防潮效果。部分机型支持抽真空热合封口功能,将袋内空气抽出后密封,很大程度降低湿度对物料的影响。设备覆盖25KG规格与吨袋规格,半自动与全自动机型均配备稳定可靠的称重系统,在保障计量准确的同时保持优异防潮性能。广州恒尔电子设备有限公司作为包装物流智慧物联系统服务商,可提供从包装到仓储的全链路防潮解决方案,产品经过严格稳定性测试,运行可靠,售后体系完善。全自动吨袋包装机的倾倒监控预警系统灵敏。江西25kg包装机厂家

超细粉料的包装长期以来是行业技术难点——粉体颗粒间夹带的大量气体不但导致灌装密度不稳定,还会在封口后逐渐析出,造成袋体鼓胀、堆码倾斜甚至破袋。全自动吨袋包装机引入的粉料脱气技术,从物理层面解决了这一难题。该技术通过在灌装管内设置微孔排气结构,或在灌装完成后增加负压抽吸工位,使粉料在进入吨袋前或灌装过程中提前释放夹带气体。以纳米级碳酸钙为例,未经脱气处理的堆积密度为0.4g/cm³,经过脱气后可提升至0.7g/cm³以上,同样规格的吨袋装载量增加近75%,大幅降低了包装与运输成本。脱气过程中排出的含尘气体经设备自带的脉冲反吹除尘系统过滤后达标排放,避免了二次污染。对于锂电正极材料、色素炭黑、气相二氧化硅等高附加值超细粉体,脱气技术还同步实现了防吸潮、防氧化等附加效果。这一创新功能,使得全自动吨袋包装机在新能源、精细化工等对包装品质要求严苛的行业中占据不可替代的地位。山西医药包装机销售厂家全自动吨袋包装机的自动内塞外扎装置易维护。

食品、化工、医药等行业的自动化升级进程中,全流程无人化作业与高精度包装成为企业提升关键竞争力的重要方向,传统包装设备自动化程度低、操作繁琐、粉尘控制不佳等问题,难以适配行业发展需求。全自动粉末包装机凭借全流程无人化作业能力与高精度包装优势,成为这些行业自动化包装的推荐设备。设备配备振动式料斗与多段速螺旋给料机构,配合高精度称重传感器与动态补偿控制系统,确保包装精度稳定可靠,有效避免物料浪费与计量偏差。底充式灌装与封闭式夹袋器设计,结合高效除尘系统,可有效抑制粉尘飞扬,保障生产环境洁净,契合食品、医药行业的卫生标准。自动上袋机械手可精确完成袋位识别与套袋,封口单元支持热合或缝包,整机采用触摸屏操作,支持配方存储与数据追溯,操作简便且便于生产管理。广州恒尔电子设备有限公司的全自动粉末包装机,以高自动化、高精度、易操作的特点,为食品、化工、医药行业提供了高效、合规的包装解决方案,助力企业提升生产智能化水平。
粉末包装机的除尘效果,很大程度上取决于除尘罩的气流组织设计。HEF-50的除尘罩并非简单的吸风口,而是经过CFD流体仿真优化的高效捕集装置。罩体采用双层结构,内层环绕灌装口布置环形吸缝,风速高达25m/s,形成强劲的气幕屏障,将逸散粉尘牢牢束缚;外层为扩散腔,气流速度骤降,使粉尘沉降落入集灰斗。吸缝宽度可调,操作人员可根据物料轻重调整吸力大小——轻质粉体适当减小吸缝,防止物料被过量抽吸;重质粉体加大吸缝,确保捕集效果。除尘罩与设备主控制系统联动,但在灌装过程中启动除尘风机,待机时自动关闭,既节约能源,又延长滤芯寿命。这种精细化的气流组织设计,使HEF-50粉末包装机在高效除尘与节能降耗之间取得了完美平衡。全自动吨袋包装机的AI视觉抓放系统适应不同吨袋。

全自动吨袋包装机凭借高度集成与智能控制,在新能源、化工、食品等行业的大容量包装环节发挥重要作用。该类设备面向100-1000kg集装袋设计,搭载AI“灵眸”视觉系统,可精确识别袋口位置并驱动机械手完成拆垛、分袋、开袋、上袋全流程,真正实现无人化作业。电子下称重与动态智能补偿复称系统协同工作,在高速运行中保持计量稳定可靠,满足高精度物料包装要求。针对超细粉体物料,设备集成适配的粉料脱气技术,既能提升物料堆积密度,又能有效杜绝喷尘,实现无尘化生产。智能封合装置可自动完成内塞外扎或热合封口,密封牢固防潮,后段可联动叠包整形、托盘回收与缠膜加固,形成完整包装线。整机模块化设计支持快速定制适配,大幅降低人工成本,提升产线智能化水平。广州恒尔电子设备有限公司以此为基础,为多行业提供稳定高效的大容量包装解决方案。粉末包装机具备自动上袋功能,大幅减少人工操作步骤 。山西医药包装机销售厂家
全自动吨袋包装机的吨袋倾倒监控预警全天候。江西25kg包装机厂家
下称重包装机凭借独特的传感器安装设计,成为对计量精度与作业环境有严苛要求行业的推选设备,其优势在于精确计量与清洁生产的双重保障。与上称重设备相比,下称重将传感器设置在包装袋下方,可避免物料灌装过程中的冲击干扰,实时精确监测袋内物料重量,配合动态落差修正功能,计量精度更具优势,尤其适配新能源粉体、医药原料等对精度要求极高的物料,有效减少物料浪费。同时,下称重搭配底充式灌装设计,可避免粉体物料从高处落下产生的粉尘飞扬,配合密闭式夹袋器与高效除尘接口,大幅改善生产环境,契合无尘化生产要求。此外,该设备适配性普遍,可稳定包装从25KG到1000KG的粉体、颗粒物料,配合自动上袋、封口等功能,能有效提升自动化作业效率,减少人工投入。广州恒尔电子设备有限公司的多款包装机均采用下称重技术,已普遍应用于多行业,助力企业实现精确、清洁生产。江西25kg包装机厂家
广州恒尔电子设备有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同广州恒尔电子设备供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!