- 品牌
- 华维机械
- 型号
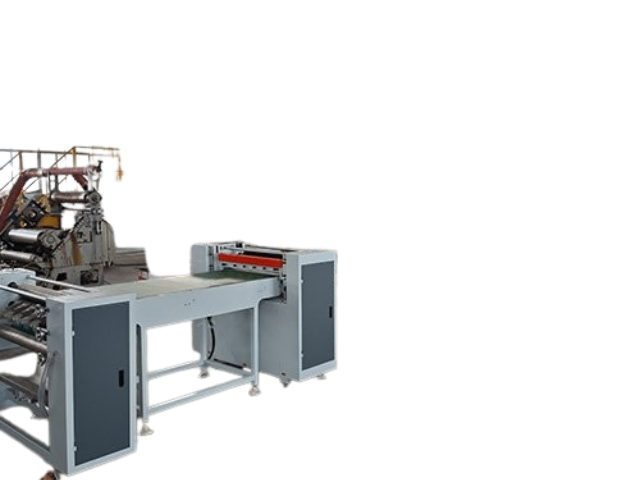
- HF-650型玻纤瓦楞生产线
- 加工定制
- 是
- 类型
- 瓦楞机,纸管机,切纸机,涂布机、烘箱、瓦楞机、瓦楞上胶机、复合机、裁切机、二次裱胶机
- 最大成型高度
- 14*3*2(米)(长*宽*高)
- 电压
- 380V
- 功率
- 80KW
- 重量
- 4500KG
- 适用包装产品
- 除湿行业和废气处理环保行业
- 外形尺寸
- 14*3*2(米)(长*宽*高
- 产地
- 江苏
- 工作面幅宽
- 200-650mm
- 机械速度
- 0-2.5米/分钟,变频调速(实际生产速度视材料、工艺的不同
- 放卷直径
- 100-650mm
- 放卷芯轴
- 3英寸
- 裁切速度
- 5米/分钟
- 裁切长度
- 200-1500mm
- 裁切精度
- ±2mm
- 收卷直径
- 100-650mm
玻璃纤维瓦楞机的工作流程可分为原材料准备、基材输送与浸胶、瓦楞成型、固化定型、精细切割、成品收集六个重心环节,各环节紧密衔接,实现连续化生产:1. 原材料准备:根据产品性能要求,选择合适规格的玻璃纤维基材(如玻璃纤维布、玻璃纤维纸)和粘结材料(树脂胶料),并对基材进行预处理(如切割、干燥),确保基材质量符合生产要求。2. 基材输送与浸胶:放卷机构将玻璃纤维基材匀速输送至浸胶系统,基材经过胶槽充分浸润树脂胶料后,通过涂胶辊和刮胶装置调节胶层厚度,确保胶料均匀覆盖基材表面。动态张力控制系统在此环节持续工作,保证基材输送过程中的张力稳定,避免出现拉伸或起皱现象。3. 瓦楞成型:浸胶后的基材进入成型装置,通过辊压、缠绕或模压等方式加工成预设的瓦楞波形。以辊压成型为例,基材在一对带有互补波形的辊筒之间通过,在压力作用下形成瓦楞结构;缠绕成型则通过中心轴旋转带动模具运动,配合扇形板的伸缩动作,实现双曲面瓦楞结构的连续缠绕。单面瓦楞机的张力控制系统,能根据不同克重的纸张,自动调整张力大小,有效避免纸张断裂或褶皱问题。江阴催化剂载体单面瓦楞机图片
单面瓦楞机
纸箱包装行业
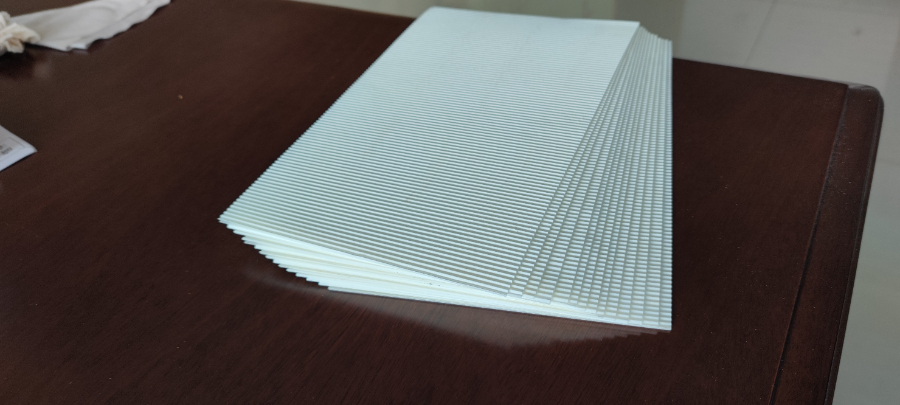
单面瓦楞纸板是三层、五层或七层瓦楞纸板的基础组件,广泛应用于食品、医药、电子等领域的包装箱生产。其抗压强度和缓冲性能可通过调整楞型和层数优化,满足不同重量产品的运输需求。小规格纸箱生产对于经济欠发达地区或小批量订单,单面瓦楞机可作为设备使用,降低投资成本(约为瓦楞生产线的1/3)。通过与胶水机或贴面机配合,可生产三层以上的瓦楞纸板,灵活适应市场变化。
质量与效率平衡质量优势:上下瓦楞辊平行度误差≤0.05mm,确保楞形完整;压力辊采用耐高温润滑脂,避免粘合剂残留导致的纸板变形。
效率提升:设计速度可达210m/min,有效幅宽覆盖1200-2800mm,单台设备日产能是传统设备的2-3倍。 江苏三元催化单面瓦楞机图片在包装材料生产线上,单面瓦楞机持续运转,通过加热辊筒与瓦楞辊的精密配合,让瓦楞波纹均匀而饱满。

固化单元:固化是确保瓦楞制品成型后性能稳定的关键工序,其重心任务是通过加热等方式使树脂胶料充分固化,形成牢固的复合结构。固化单元的加热方式主要包括蒸汽加热、电加热等,设备采用分区温度控制技术,可根据不同区域的工艺需求精细调节温度,确保固化温度稳定在设定值±3℃范围内。对于快速固化树脂体系,设备还可配备快速干燥通道,使胶水固化时间缩短至3秒,大幅提升生产效率。此外,固化单元的设计需充分考虑能耗优化,部分节能型设备通过余热回收技术,可降低能耗20-30%。
纤维脱落问题:虽然湿法工艺减少了纤维脱落,但在某些苛刻工况下,微细纤维仍可能脱落,可能对空气品质或下游设备造成影响。吸附剂负载均匀性:确保吸附剂在纤维毡上均匀分布是一项技术挑战,不均匀的负载会导致转轮局部过早饱和,降低整体除湿效率。再生效率优化:转轮再生过程的能量效率直接影响整个除湿系统的运行成本,如何优化载体结构以提高再生效率仍需深入研究。工艺优化:通过改进生产工艺,如精细控制纤维分布和粘结剂含量,在保证性能的同时降低成本。针对高湿度环境,单面瓦楞机需配备除湿装置以避免纸张吸潮影响粘合效果。

涂胶与粘合辅助功能
瓦楞顶端涂胶配备涂胶装置(如涂胶辊),在成型后的瓦楞芯纸的楞峰顶端均匀涂抹适量胶粘剂(如淀粉胶),为后续与面纸(或里纸)的复合粘合做好准备,确保粘合牢固且胶量适中,避免过胶或漏胶影响纸板质量。涂胶量精细控制通过调节涂胶辊的转速、压力或间隙,精确控制涂胶量,适应不同厚度、材质的瓦楞芯纸,既保证粘合强度,又减少胶粘剂浪费和后续干燥负担。
输送与衔接功能
瓦楞芯纸输送通过传送带或牵引辊将成型并涂胶后的瓦楞芯纸平稳输送至后续的复合工序(如与面纸在双面机中复合),确保瓦楞芯纸在输送过程中保持形态稳定,楞型不受挤压变形。与其他设备联动可与前端的原纸架、后端的双面机、分纸机等设备组成连续生产线,实现从原纸到瓦楞纸板的自动化加工,提高整体生产效率,减少人工干预导致的误差。 冷凝水回收系统可减少蒸汽浪费,降低单面瓦楞机的运行成本。江阴玻璃纤维模块单面瓦楞机生产厂家
自动化程度高,参数一键设定,适配多批次分子筛瓦楞生产。江阴催化剂载体单面瓦楞机图片
切断系统:切断系统的重心功能是将连续成型的单面瓦楞纸板按照预设的长度进行精细切断,满足后续加工或直接使用的需求。切断方式主要分为机械切断和液压切断两种,机械切断适用于中低速生产线,具有结构简单、维护方便的优势;液压切断适用于高速生产线,切断速度快、精度高,可有效避免因切断不及时导致的产品堆积。现代单面瓦楞机的切断系统配备了高精度伺服控制系统,可通过触摸屏设定切断长度,切断精度误差控制在±1mm以内,同时支持批量切断和单张切断两种模式,适配不同的生产需求。江阴催化剂载体单面瓦楞机图片
- 除湿转轮单面瓦楞机直销 2026-06-20
- 无锡陶瓷纤维单面瓦楞机供应商 2026-06-20
- 玻璃纤维模块单面瓦楞机生产厂家 2026-06-20
- 江苏SCR单面瓦楞机设备 2026-06-19
- 无锡玻璃纤维蜂窝模块单面瓦楞机操作流程 2026-06-19
- 全自动单面瓦楞机操作流程 2026-06-19
- 江阴催化燃烧单面瓦楞机设备 2026-06-19
- 江阴除湿转轮单面瓦楞机设备 2026-06-18
- 玻璃纤维模块单面瓦楞机厂家 2026-06-18
- 沸石转轮单面瓦楞机图片 2026-06-18
- 江苏除湿转轮单面瓦楞机供应商 2026-06-17
- 脱硫脱硝单面瓦楞机价格 2026-06-17