- 品牌
- 华维机械
- 型号
- HF-650型玻纤瓦楞生产线
- 加工定制
- 是
- 类型
- 瓦楞机,纸管机,切纸机,涂布机、烘箱、瓦楞机、瓦楞上胶机、复合机、裁切机、二次裱胶机
- 最大成型高度
- 14*3*2(米)(长*宽*高)
- 电压
- 380V
- 功率
- 80KW
- 重量
- 4500KG
- 适用包装产品
- 除湿行业和废气处理环保行业
- 外形尺寸
- 14*3*2(米)(长*宽*高
- 产地
- 江苏
- 工作面幅宽
- 200-650mm
- 机械速度
- 0-2.5米/分钟,变频调速(实际生产速度视材料、工艺的不同
- 放卷直径
- 100-650mm
- 放卷芯轴
- 3英寸
- 裁切速度
- 5米/分钟
- 裁切长度
- 200-1500mm
- 裁切精度
- ±2mm
- 收卷直径
- 100-650mm
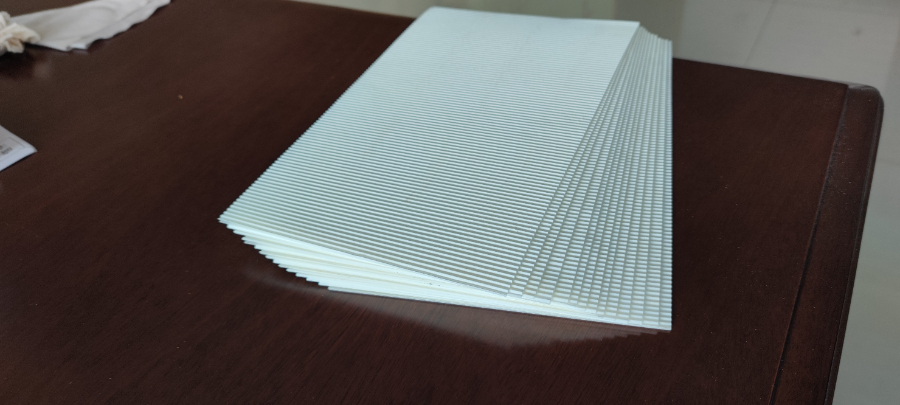
固化定型:成型后的瓦楞制品进入固化单元,在设定的温度和时间条件下,树脂胶料充分固化,形成牢固的复合结构。固化温度和时间根据树脂类型和产品厚度确定,如普通树脂的固化温度通常为170-180℃,厚壁制品则需要延长固化时间以确保固化充分。5精细切割:固化后的瓦楞制品被输送至切割系统,根据预设尺寸进行精细切割。切割过程中,伺服控制系统实时调节切割速度,确保切割长度的准确性,同时避免切割过程中对产品结构造成损伤。 成品收集:切割后的成品通过收纸机构整齐堆叠,便于后续的打包、贴标和运输。收纸机构的设计充分考虑了产品的堆放稳定性,可根据产品尺寸自动调整堆叠高度和方式,为后续工序做好准备。玻璃纤维瓦楞模块的应用,助力企业实现绿色生产目标。江苏单面瓦楞机工艺
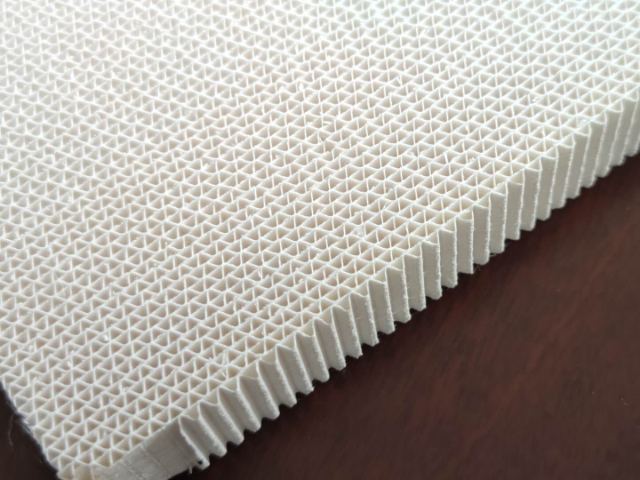
高效的除湿转轮需要在吸附容量、再生效率和使用寿命之间取得比较好平衡。与传统冷凝除湿相比,转轮除湿技术特别适用于低温环境、低**要求及无法排出冷凝水的场合,具有运行稳定、能耗较低且适应范围广等优势。除湿转轮对载体材料有严格的技术要求,主要包括以下几个方面:结构稳定性:载体必须能够在长期运行和高温脱附条件下保持蜂窝状结构的完整性。转轮持续旋转产生的离心力和气流冲击要求材料具有足够的机械强度,避免变形或损坏。吸附性能:载体需要为吸湿剂提供巨大的比表面积,确保空气与吸附剂充分接触。优化的气流通道设计能够减少气流阻力,提高传质效率,这是实现高效除湿的关键因素。无锡玻璃纤维蜂窝模块单面瓦楞机图片未来,玻璃纤维模块将在有机废气处理领域发挥更大的作用。

玻璃纤维瓦楞机的工作流程可分为原材料准备、基材输送与浸胶、瓦楞成型、固化定型、精细切割、成品收集六个重心环节,各环节紧密衔接,实现连续化生产:1. 原材料准备:根据产品性能要求,选择合适规格的玻璃纤维基材(如玻璃纤维布、玻璃纤维纸)和粘结材料(树脂胶料),并对基材进行预处理(如切割、干燥),确保基材质量符合生产要求。2. 基材输送与浸胶:放卷机构将玻璃纤维基材匀速输送至浸胶系统,基材经过胶槽充分浸润树脂胶料后,通过涂胶辊和刮胶装置调节胶层厚度,确保胶料均匀覆盖基材表面。动态张力控制系统在此环节持续工作,保证基材输送过程中的张力稳定,避免出现拉伸或起皱现象。3. 瓦楞成型:浸胶后的基材进入成型装置,通过辊压、缠绕或模压等方式加工成预设的瓦楞波形。以辊压成型为例,基材在一对带有互补波形的辊筒之间通过,在压力作用下形成瓦楞结构;缠绕成型则通过中心轴旋转带动模具运动,配合扇形板的伸缩动作,实现双曲面瓦楞结构的连续缠绕。
未来的玻璃纤维瓦楞生产车间将实现全方面的无人化运营,AGV机器人负责原材料配送和成品搬运,机器视觉系统进行100%在线质量检测,数字孪生技术实现设备全生命周期管理。这种智能工厂不仅能将生产效率再提升50%,还能通过数据挖掘发现生产瓶颈,持续优化生产流程。更重要的是,通过与下游客户的数字平台对接,可实现“以销定产”的柔性生产模式,大幅降低库存成本,缩短交货周期。预计到2030年,这种智能化生产模式将在行业**企业中普及,带动全行业生产效率提升30%以上。此外,AI算法的深度应用将实现设备的自主学习和自适应调节,根据不同的原材料特性和产品要求,自动优化生产参数,进一步提升产品质量的稳定性。它能有效吸附并分解废气中的有机物,净化效果明显。

纸箱包装行业
单面瓦楞纸板是三层、五层或七层瓦楞纸板的基础组件,广泛应用于食品、医药、电子等领域的包装箱生产。其抗压强度和缓冲性能可通过调整楞型和层数优化,满足不同重量产品的运输需求。小规格纸箱生产对于经济欠发达地区或小批量订单,单面瓦楞机可作为设备使用,降低投资成本(约为瓦楞生产线的1/3)。通过与胶水机或贴面机配合,可生产三层以上的瓦楞纸板,灵活适应市场变化。
质量与效率平衡质量优势:上下瓦楞辊平行度误差≤0.05mm,确保楞形完整;压力辊采用耐高温润滑脂,避免粘合剂残留导致的纸板变形。
效率提升:设计速度可达210m/min,有效幅宽覆盖1200-2800mm,单台设备日产能是传统设备的2-3倍。 采用沸石转轮进行废气处理,不仅效率高,而且大幅降低企业运营成本。江阴除湿转轮单面瓦楞机生产工艺
在长期运行中,其稳定的性能保证了废气处理的持续性。江苏单面瓦楞机工艺
未来,玻璃纤维瓦楞机将朝着智能化、绿色化、柔性化、**化的方向持续发展,通过技术创新实现生产效率、产品质量和环保性能的协同提升。预计到2030年,智能化生产模式将在行业**企业中普及,绿色环保材料的市场渗透率将大幅提升,设备的自动化程度和精度控制水平将接近国际先进水平。面对新的发展机遇和挑战,玻璃纤维瓦楞机企业需聚焦重心技术研发,加强产学研合作,不断提升产品竞争力,为推动我国玻璃纤维复合材料产业的高质量发展提供更强有力的装备支撑。江苏单面瓦楞机工艺
- 江苏全自动单面瓦楞机公司 2026-04-28
- 江苏玻璃纤维单面瓦楞机工艺 2026-04-28
- 江苏玻璃纤维单面瓦楞机公司 2026-04-27
- 江阴玻璃纤维蜂窝模块单面瓦楞机生产工艺 2026-04-27
- 江阴分子筛单面瓦楞机视频 2026-04-27
- 江阴除湿转轮单面瓦楞机生产厂家 2026-04-27
- 无锡有机废气处理单面瓦楞机生产工艺 2026-04-27
- 除湿转轮单面瓦楞机操作流程 2026-04-26
- 无锡玻璃纤维模块单面瓦楞机设备 2026-04-26
- 无锡玻璃纤维瓦楞单面瓦楞机公司 2026-04-26
- 江苏陶瓷纤维单面瓦楞机生产工艺 2026-04-17
- 江阴RTO废气处理单面瓦楞机视频 2026-04-17