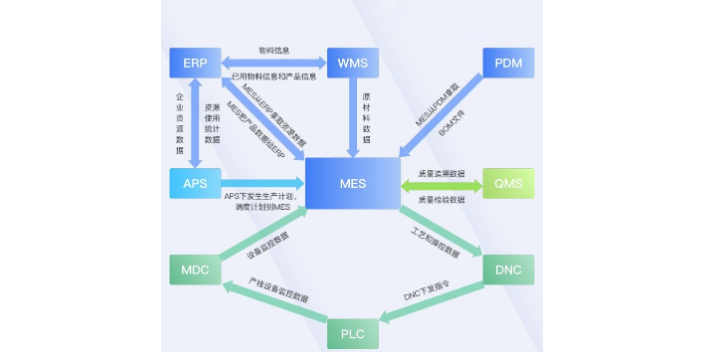
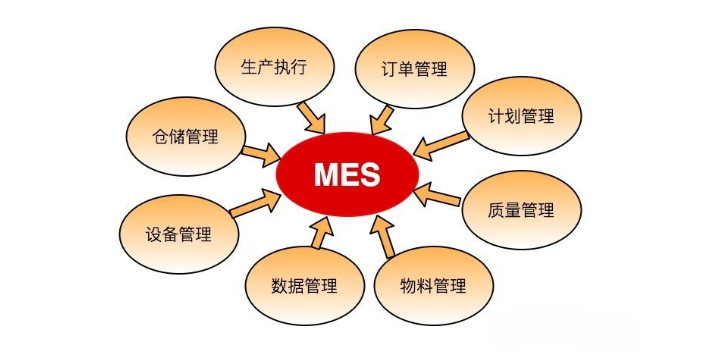
MES系统是一种用于生产过程管理的信息系统,它通过实时监控和控制生产过程,提供数据收集、分析和报告功能,帮助企业实现生产过程的优化和管理。MES系统具有多种功能和优势,可以提高生产效率和产品质量,提高生产过程的可追溯性和可控性。因此,MES系统在现代制造业中具有重要的应用价值。MES系统(Manufacturing Execution System)是一种用于生产过程管理的信息系统,在制造业中具有广泛的应用。MES系统在生产计划方面的应用。MES系统可以根据订单和库存情况生成生产计划,并将其分配给各个生产线和工作站。它可以根据设备的运行状态和生产能力进行调度,实现生产过程的协调和优化。此外,MES系统还可以根据实际生产情况进行动态调整,确保生产计划的准确性和及时性。想要实现智能化生产,借助成都众和昊天科技有限公司的 MES(MOM)系统即可达成。MES系统
MES/MOM 系统建立了完善的质量管理体系,从原材料检验、生产过程检验到成品检验,实现了质量数据的全程记录和分析。系统可以根据预设的质量标准和检验规则,自动进行质量判断和预警,帮助企业及时采取纠正措施,防止不合格品的产生,提高产品质量稳定性。对生产设备进行全生命周期管理,包括设备的采购、安装调试、日常维护、故障维修、报废等环节。通过实时监控设备的运行状态,系统可以预测设备故障,提前安排维护计划,减少设备停机时间,延长设备使用寿命,降低设备维护成本。齿轮系统有哪些公司MES(MOM)系统助力企业建立完善的生产知识库,沉淀经验数据,为新员工培训及工艺改进提供丰富参考。

MES(MOM)系统对质量的把控贯穿整个生产过程。它可以定义质量检验标准和流程,在生产的各个环节自动采集质量数据,并进行实时分析。当发现质量问题时,系统能够追溯问题产生的根源,是原材料问题、设备故障还是人为操作失误。在食品加工行业,MES 系统可以监控每一批次产品的原材料来源、加工温度、时间等参数,确保产品符合质量标准,一旦出现质量异常,可以迅速追溯到具体的生产环节和批次。设备的正常运行对于生产至关重要。MES(MOM)系统可以对生产设备进行全面管理,包括设备的台账管理、维护计划制定、故障预警和维修记录等。系统根据设备的运行时间、磨损程度等因素自动生成维护计划,提前安排预防性维护,减少设备突发故障对生产的影响。例如,在机械加工车间,MES 系统可以根据数控机床的运行数据,预测刀具的磨损情况,及时提醒更换刀具,避免因刀具损坏导致的产品质量问题和生产延误。
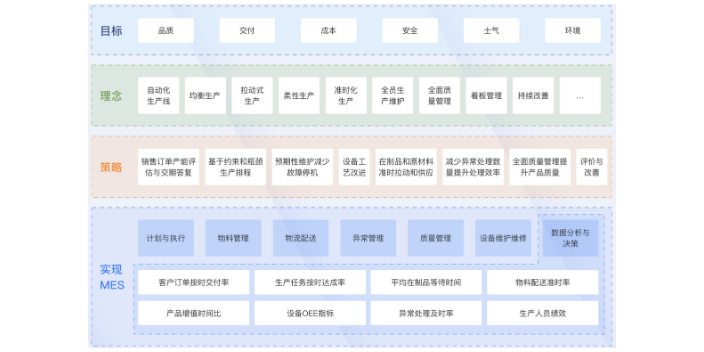
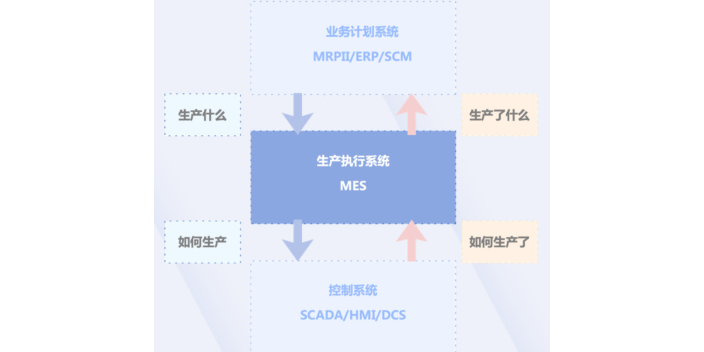
MES/MOM系统还为企业的持续改进提供了数据支持。通过对大量生产数据的分析,企业可以发现生产过程中的瓶颈环节、质量问题的高发点以及成本控制的关键点。这些数据驱动的洞察可以帮助企业制定针对性的改进措施,如优化生产流程、改进设备选型、调整人员配置等,从而不断提高生产效率和质量,降低成本。然而,实施MES/MOM系统并非一帆风顺。企业需要面对系统集成的复杂性,将MES/MOM与现有的ERP(企业资源计划)系统、自动化生产设备等进行无缝对接。同时,员工培训也是关键,只有让员工熟悉和掌握新系统的操作,才能充分发挥系统的优势。而且,数据安全和隐私保护也不容忽视,企业要确保生产数据不被泄露或篡改。MES(MOM)系统能根据市场需求变化快速调整生产策略,在系统内重新规划生产节奏与产品结构,适应市场动态。
MES系统(ManufacturingExecutionSystem)是一种用于管理和监控制造过程的软件系统。随着制造业的发展和信息技术的进步,MES系统也在不断发展和演进。本文将介绍MES系统的发展趋势,包括云计算、大数据分析和人工智能等方面。首先,云计算是MES系统发展的重要趋势之一。传统的MES系统通常是基于企业内部的服务器和网络进行部署和运行的,需要企业自己购买和维护硬件设备和软件系统。而云计算技术的出现,使得MES系统可以基于云平台进行部署和运行。企业提升生产管理效率,依靠成都众和昊天科技有限公司的 MES(MOM)系统方案。四川物料齐套系统哪家不错
EDA是指利用计算机辅助工具完成大规模集成电路芯片的功能设计、综合、验证、物理设计等流程的设计。MES系统
实时的质量监控和追溯功能使企业能够及时发现和解决质量问题,从而提高产品的合格率和稳定性,增强企业的市场竞争力。有效的物料管理和设备管理减少了库存成本和设备维修成本。同时,提高生产效率也间接降低了单位产品的生产成本。随着制造业的不断发展和新技术的涌现,MES(MOM)系统也在持续进化。一方面,与物联网、大数据、人工智能等技术的融合日益深入。物联网技术使系统能够更广、更准确地采集设备和生产数据;大数据分析技术帮助企业从海量数据中挖掘有价值的信息;人工智能则可用于预测设备故障、优化生产调度等。另一方面,MES(MOM)系统将更加注重用户体验和系统的灵活性,以适应不同企业的多样化生产需求。MES系统
成都众和昊天科技有限公司深耕智能制造领域十余载,打造的系统的主要价值在于为离散、混合制造行业提供全流...
【详情】成都众和昊天科技有限公司以 MES/MOM 系统为主要,为中小企业智改数转提供了可落地的实践路径。中...
【详情】成都众和昊天的系统以较强的数据分析能力为重要竞争力,能够从海量的生产数据中挖掘深层价值,为企业生产运...
【详情】成本管控是制造企业的**竞争力之一,成都众和昊天的系统为企业提供了成本精细化管控的数字化工具。系统通...
【详情】对于制造企业而言,数字化转型的部署成本与实施周期是重要考量因素,成都众和昊天的系统凭借显要的部署优势...
【详情】对于制造企业而言,系统的长期稳定运行是数字化转型顺利推进的关键,成都众和昊天构建了完善的系统运维保障...
【详情】成都众和昊天科技有限公司以 MES/MOM 系统为主要,为中小企业智改数转提供了可落地的实践路径。中...
【详情】成都众和昊天将精益咨询理念与系统功能深度融合,打造了 “精益 + 数字化” 的一体化解决方案,助力企...
【详情】