压铸,作为现代制造业中重要的金属成型工艺之一,普遍应用于汽车、摩托车、电子、航空航天等多个行业。天雅江涛作为高精度铝合金压铸技术服务商,拥有25余年铝合金压铸经验,致力于为客户提供全方面的压铸解决方案。本文将详细探讨压铸工艺在实际生产中主要解决的问题,并介绍我们如何通过先进的技术和设备,确保产品的高...
压铸基本参数
- 品牌
- 天雅江涛
- 成型工艺
- 重力铸造,高压铸造,低压铸造,负压铸造,精密铸造/脱蜡铸造,硅溶胶铸造,砂型铸造,熔模铸造
- 砂型铸造种类
- 粘土湿砂型,粘土干砂型,化学硬化砂型
- 特种铸造种类
- 消失模铸造,壳型铸造,金属型铸造,半固态,离心铸造,实型铸造,泥型铸造,连续铸造,石膏型铸造,陶瓷型铸造
压铸企业商机
应用领域:1.摩托车部件,我们的压铸工艺普遍应用于摩托车部件的生产,如缸头、箱体等。通过高精度压铸技术,我们能够生产出强度高、高致密度的摩托车部件,满足摩托车制造商对高性能零件的需求。2.汽车结构件,在汽车行业,我们的压铸工艺主要应用于汽车结构件的生产,如新能源壳体等。我们能够生产出高复杂度、高精度的汽车结构件,满足汽车制造商对轻量化和强度高的要求。3.电子散热器,我们的压铸工艺在电子散热器领域也有普遍应用,如5G基站壳体等。我们能够生产出高致密度的散热器壳体,确保良好的散热性能,满足电子行业对高性能散热器壳体的需求。4.航空航天,在航空航天领域,我们的压铸工艺主要应用于高精度、高复杂度的零件生产。我们通过严格的质量控制和精细的工艺流程,确保产品的高可靠性和高性能,满足航空航天行业对品质零件的需求。公司的设备配置包括43台全自动压铸机,锁模力从280T到2500T不等。浙江精密件压铸模具

新能源汽车结构件:电池包壳体:采用碳纤维增强铝合金(CFRP-Al),密度2.1g/cm³,抗扭刚度提升300%,成功通过针刺试验(穿刺力≥200kN)。电驱系统组件:开发一体化压铸电机壳(减重35%),集成冷却水道与电气接口,导热效率提升40%,配套比亚迪汉EV千山翠限量版。氢燃料电池储氢罐:陶瓷涂层内胆(耐温1200℃)与铝合金外壳复合结构,承压能力达70MPa,通过ISO26262ASIL-D级认证。高精度加工与表面处理:天雅江涛配备台马扎克数控加工中心,支持轴承孔(H7级公差)、密封面(Ra0.8μm粗糙度)等高精度特征的加工。此外,公司提供多种表面处理工艺,如喷涂、电镀、阳极氧化等,以满足客户对产品外观和性能的多样化需求。金华高压压铸供应商核心竞争力在于高效的生产线和精确的质量控制系统。

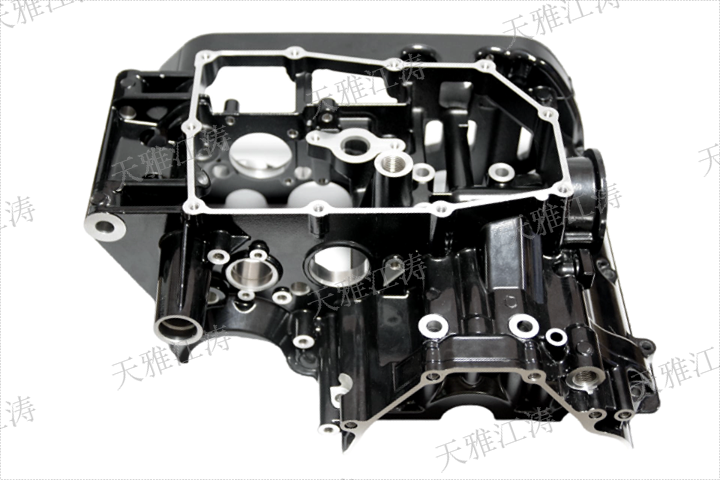
产品矩阵:打造多元化应用场景解决方案。摩托车动力系统主要件:缸头组件:采用低压铸造工艺,壁厚均匀性≤0.3mm,平面度≤0.05mm,适配250-1000CC发动机,已配套本田非双CRF1100L等高级车型,累计装机量超500万件。变速箱箱体:集成油冷通道设计,重量较铸铁减轻40%(2.1kg→0.8kg),燃油经济性提升15%,应用于鑫源迅龙250X等越野车型。制动系统支架:通过拓扑优化设计,应力集中系数降低60%,在-30℃~150℃工况下疲劳寿命达10万次循环。
在现代制造业中,铝合金压铸技术因其高效率、高精度和低成本的优势,被普遍应用于摩托车、汽车、新能源、电子及航空航天等领域。作为一家拥有25年铝合金压铸经验的高新型技术企业,天雅江涛凭借先进的设备、创新的技术和严格的质量控制体系,成为高精度铝合金压铸技术服务商的行业标志。本文将详细探讨天雅江涛如何通过技术、工艺和管理手段,确保其压铸产品的高质量与高可靠性。天雅江涛的行业定位与技术优势:天雅江涛专注于高精度铝合金压铸技术,服务领域涵盖摩托车部件(如缸头、箱体)、汽车结构件(如新能源壳体)、电子散热器(如5G基站壳体)等。公司配备43台全自动压铸机(锁模力280T-2500T),支持高压、低压和重力压铸工艺,年产精密压铸件超8000吨。凭借突出的技术实力和产品质量,天雅江涛获评“省专精特新企业”和国家高新型技术企业。天雅江涛始终关注科技进步,将较新技术应用于实际生产中,实现创新突破。

优良的致密度:产品的致密度是衡量其质量的重要指标。天雅江涛通过智能压铸单元集成铝液温度闭环控制,将铝液温度波动控制在≤±1℃,同时进行实时压力监测。在压铸过程中,精确的温度控制确保了铝液在理想的流动性状态下填充模具,而实时压力监测则保证了在金属液凝固过程中,始终有足够的压力作用,使内部孔隙充分被压实。这种严格的过程控制使得压铸产品的致密度高达95%以上。以汽车结构件中的新能源壳体为例,高致密度意味着壳体具有更高的强度和更好的抗冲击性能。在车辆行驶过程中,新能源壳体需要承受来自路面颠簸、碰撞等各种外力作用,高致密度的压铸产品能够有效抵御这些外力,保护内部的电池、电控等主要部件,提高新能源汽车的安全性和可靠性。我们提供定制化解决方案,以满足客户在设计和功能上的特定需求。湖州重力压铸实力厂家
压铸工艺不仅提高了生产效率,还能明显降低其制造成本,为客户创造价值。浙江精密件压铸模具
铝合金压铸工艺流程:1.铝液准备,在进行压铸之前,需要对铝合金进行熔化处理。天雅江涛采用先进的熔炼炉,将原材料加热至适当温度,使其完全熔化为液态。在这一过程中,我们严格控制温度,以避免氧化和杂质混入,从而保证后续成型质量。2.压铸过程,注入阶段:将熔融状态下的铝液通过浇注系统快速注入模具型腔中。在此过程中,高压力能够确保金属液迅速填充模具,并克服流动阻力。保压阶段:在注入完成后,保持一定压力以确保金属液在型腔内充分凝固,防止产生收缩缺陷。冷却阶段:待金属液凝固后,通过冷却通道迅速降低模具温度,加快成型速度。在这一阶段,我们会监测温度变化,以确保产品质量稳定。浙江精密件压铸模具
与压铸相关的文章

绍兴高精度压铸机
- 舟山铝合金压铸哪家好 2026-02-11
- 云浮高压压铸 2026-02-09
- 温州箱体压铸技术 2026-02-08
- 绍兴精密件压铸服务商 2026-02-06
- 浙江5G基站壳体压铸行价 2026-02-06
- 杭州新能源壳体压铸原理 2026-02-05
- 湖州新能源壳体压铸厂家 2026-02-04
- 电子散热器压铸加工 2026-02-03
- 衢州缸头压铸加工厂家 2026-01-28
- 温州新能源壳体压铸市价 2026-01-24
- 汕头电子散热器压铸 2025-12-30
- 台州新能源壳体压铸设备 2025-12-29
与压铸相关的产品


与压铸相关的新闻
-
丽水重力压铸原理 2025-12-27 05:06:59强大的设备实力:1.全自动的压铸机配置,天雅江涛配备了43台全自动压铸机,锁模力范围从280T到2500T,涵盖了高压、低压和重力压铸等多种工艺。这种丰富的设备资源使得我们能够灵活应对不同规格、复杂程度的零件生产需求。从大批量生产到小批量定制,压铸机的多样性确保了生产能力的高效性与敏捷性。2.年产能...
-
金华箱体压铸模具 2025-12-25 03:07:18产品应用:多领域覆盖与定制化服务。摩托车部件,天雅江涛的压铸产品普遍应用于摩托车领域,包括缸头、箱体等关键部件。通过高精度制造工艺,明显提升了摩托车的动力性能和可靠性。汽车结构件,在汽车领域,天雅江涛为新能源壳体、发动机支架等结构件提供高精度压铸服务,助力汽车轻量化与节能环保的发展趋势。电子散热器,...
-
压铸参考价 2025-12-25 03:07:18一站式服务优势:天雅江涛从模具设计制造到压铸生产,再到后续的表面处理,提供一站式压铸服务。在模具设计阶段,其专业的设计团队利用先进的CAD/CAM技术,根据客户的产品需求,设计出较优化的模具结构。模具的质量直接影响压铸产品的质量和生产效率,天雅江涛注重模具的精度和耐用性,采用优良的模具钢材,并通过...
-
宁波压铸技术 2025-12-24 13:06:06未来,天雅江涛将继续秉承“技术创新,品质至上”的理念,不断探索压铸工艺的新边界,为推动中国乃至全球制造业的高质量发展贡献力量。在铝合金压铸这条充满挑战与机遇的道路上,天雅江涛正以稳健的步伐,迈向更加辉煌的明天。在现代制造业中,压铸工艺凭借其独特的优势,成为生产精密金属零件的重要手段。天雅江涛作为一家...
与压铸相关的问题
与压铸相关的标签
新闻资讯
产品推荐
-

兰溪舷外机箱体哪家好
2026-03-11 -
嘉兴摩托车缸头哪家好
2026-03-10 -
金华汽车控制器箱体供应
2026-03-10 -

重庆摩托车缸头参考价
2026-03-10 -

嘉兴柴油机缸头定制
2026-03-09 -

宁波空压机缸头批发
2026-03-09 -

温州汽油发动机缸头怎么样
2026-03-09 -

丽水新能源壳体机加工源头工厂
2026-03-08 -

湖州镜面机加工厂家
2026-03-08