- 品牌
- 工智道
- 服务项目
- 双重预防机制
化工生产包含多个工艺环节,不同工艺环节具有不同的风险特点。例如,在化工反应环节,可能存在反应失控、超温超压等风险,这就需要对反应条件进行严格控制,设置温度、压力等监测和报警装置,制定应急预案。在蒸馏环节,可能存在蒸馏塔堵塞、泄漏等风险,要定期对蒸馏设备进行检查和维护,确保其密封性和正常运行。在储存环节,如前所述,要重点关注危险化学品的储存安全。针对不同工艺环节的风险特点,制定针对性的风险管控措施,能够有效降低各环节的风险,保障整个化工生产过程的安全。应用安全检查表法等工作危害分析法辨识安全风险。智能管控双重预防机制提升
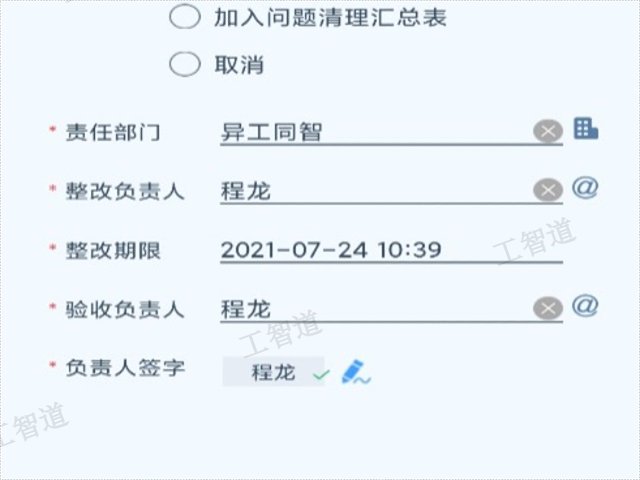
应急管理是化工行业双重预防机制的重要组成部分,二者需要有效衔接。在风险辨识和分级管控过程中,要充分考虑可能发生的事故类型和后果,制定相应的应急预案。应急预案应与风险管控措施相匹配,例如,对于存在重大火灾风险的区域,应急预案中应明确灭火的方法、人员疏散的路线和应急救援的组织等。在隐患排查治理过程中,要及时发现可能影响应急救援的隐患,如消防通道堵塞、应急物资不足等,并及时进行整改。同时,企业应定期组织应急演练,检验应急预案的可行性和有效性,提高员工的应急处置能力。通过双重预防机制与应急管理的有效衔接,能够在事故发生时迅速、有效地进行应对,减少事故损失。预警模型双重预防机制流畅信息化系统应具备动态监控安全风险管控措施落实情况。
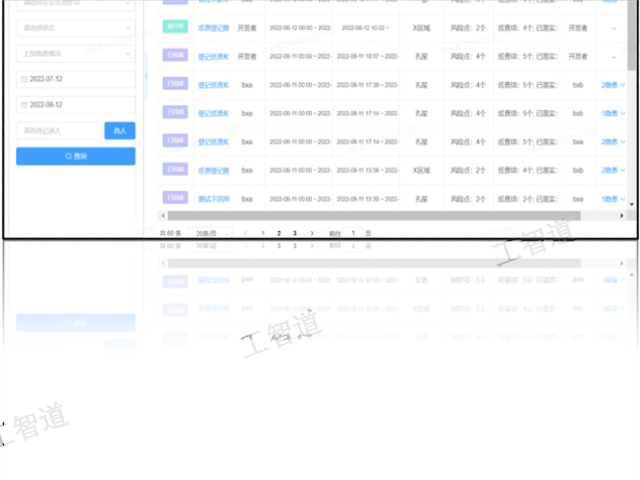
构建风险预警系统是化工行业双重预防机制的重要内容。通过设置各类监测指标,如温度、压力、液位、可燃气体浓度等,对化工生产过程中的风险进行实时监测。当监测指标超出正常范围时,系统能够及时发出预警信号,提醒企业采取相应措施。例如,在化工装置的关键部位安装温度传感器,当温度超过设定的上限时,预警系统立即报警,企业可以及时调整工艺参数或进行设备检查。风险预警系统还可以结合数据分析技术,对历史数据进行分析,预测风险的发展趋势,为企业的风险管理提供更有前瞻性的决策依据。通过构建完善的风险预警系统,能够实现对风险的早期发现和及时处理,降低事故发生的可能性。
化工行业的风险管理具有动态性特点。化工生产过程中,工艺、设备、人员等因素都可能发生变化,从而导致风险状况也随之改变。例如,当企业进行技术改造,采用新的生产工艺时,可能会引入新的风险因素;当员工发生变动时,可能会出现操作不熟练等问题,增加风险发生的可能性。因此,企业的双重预防机制需要不断适应这些变化。要建立动态的风险辨识和评估机制,定期对生产过程进行重新评估,及时发现新的风险。同时,对风险管控措施也要进行动态调整,确保其始终有效。只有认识到风险管理的动态性,持续改进双重预防机制,才能有效应对化工生产中的各种风险。实施分级管控,明确不同层级对安全风险的管控责任。

在隐患排查治理过程中,企业应积极鼓励员工发现和报告隐患,建立相应的激励机制,对发现重大隐患的员工给予表彰和奖励。通过这种方式,激发员工参与隐患排查工作的积极性和主动性,形成良好的安全文化氛围,使隐患排查成为员工的自觉行为,从而提高隐患排查的覆盖面和有效性,及时消除各类安全隐患。企业应定期对双重预防机制的运行情况进行总结和深入分析,系统地梳理机制运行过程中的成功经验和有效做法,同时认真剖析存在的问题和不足之处。通过总结经验教训,为企业持续改进双重预防机制提供有力的依据,不断优化和完善机制的各个环节,提高安全风险管控和隐患治理的科学性、有效性和针对性。依据风险评价准则,对风险分析对象进行科学分级管理。长效机制双重预防机制稳定
确保各级人员清楚所负责的风险管控任务并有效落实。智能管控双重预防机制提升
企业应注重对双重预防机制建设过程中的持续改进,建立相应的持续改进机制。通过定期回顾机制运行情况,分析存在的问题和不足,制定改进计划,并将改进措施纳入下一轮的机制建设中,形成一个闭环的持续改进循环。在双重预防机制建设中,企业应充分考虑人的不安全行为对安全风险的影响。通过加强员工的安全教育培训,提高员工的安全意识和操作技能,减少因人为失误导致的安全事故。同时,企业还可以采用行为安全管理工具,如行为观察、安全激励等,对员工的行为进行引导和纠正,促进员工形成良好的安全行为习惯。企业应加强对双重预防机制建设的环境适应性研究,考虑企业所处的自然环境、社会环境等因素对安全风险的影响。双重预防机制的建设需要企业建立完善的风险评估体系,采用科学合理的风险评估方法和工具,对安全风险进行准确的评估。企业可以根据自身的行业特点和风险特征,选择合适的风险评估方法,如风险矩阵法、层次分析法等,并结合实际案例进行优化和调整,确保风险评估结果能够真实反映企业的安全风险状况,为风险管控提供可靠的依据。智能管控双重预防机制提升
- 安全风险双重预防机制应急处置迅速 2026-06-12
- 管理优化双重预防机制运行 2026-06-12
- 常态治理双重预防机制工作持续优化 2026-06-08
- 风险评估双重预防机制流畅 2026-06-07
- 绩效考核双重预防机制治理措施有力 2026-06-07
- 应急管理双重预防机制完善 2026-06-07
- 持续改进双重预防机制上升 2026-06-06
- 持续改进双重预防机制优化 2026-06-06
- 动态评估双重预防机制安全得到保障 2026-06-06
- 信息化双重预防机制隐患排查深入 2026-06-06
- 预警模型双重预防机制健全 2026-06-06
- 分级管控双重预防机制安全发展持续 2026-06-05