- 品牌
- speed
- 型号
- SS-506
- 加工定制
- 是
- 印刷
- 无
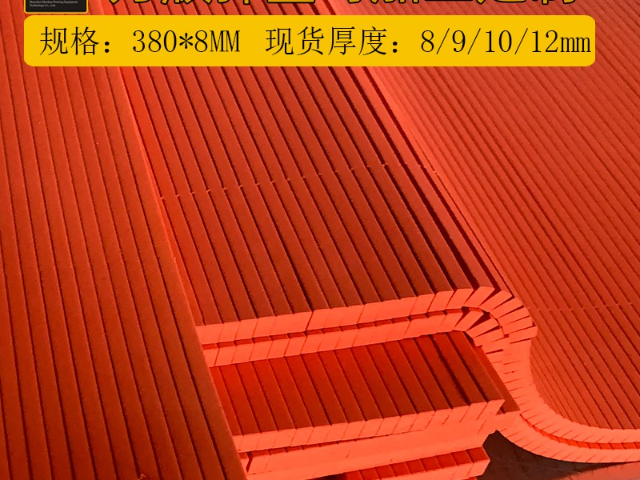
- 厚度
- 9*300*380mm
- 规格
- 12*300*380mm
- 厂家
- 深圳市深华印刷器材科技有限公司
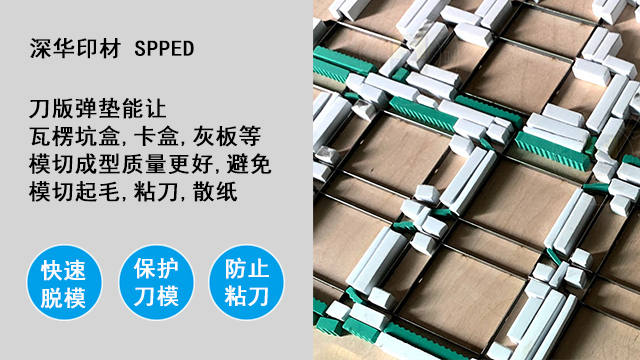
- 刀版弹垫
- 12*300*380mm
胶片贴窗盒模切拉丝与回缩难题能否靠55度硬SPEED刀版弹垫一次解决?胶片贴窗盒相对怕拉丝与尺寸回缩,55度硬SPEED刀版弹垫的高回弹可在刀锋抽出瞬间迅速把胶片推离刀壁,防止韧性材料被刀背二次拉扯。胶片热胀冷缩明显,55度硬SPEED刀版弹垫的弹性模量可抵消温度变化带来的0.2mm回缩量,确保窗口与胶片四周缝隙均匀。实际生产中,55度硬SPEED刀版弹垫让胶片一次成型,无需人工修边,减少二次定位误差,成品精致度大幅提高。即可解决这个问题胶片模切为什么要用55度SPEED刀版弹垫。湖南刀模刀版弹垫哪家便宜

高速模切过程中发现乱纸散纸问题解决方案高速模切过程中当遇到侧规方向两侧模切合压后烟包“抬头”,撞到了常规粘贴的刀板弹垫边缘收纸,造成散纸,乱纸时。根据有效的模切经验解决方法是,取用几根刀板弹垫粘贴在“燕尾”及“舌头”的刀板弹垫空白处,人为制造出一个纸张前进的“轨道”,平滑疏导“抬头”烟包,经此处理后,模切速度提升到每小时5500张也未发生散纸现象,半小时后再将模切速度逐渐升到6000张每小时,开始正常生产。广西品牌刀版弹垫批量定制灰板纸模切用65度SPEED刀版弹垫效果怎么样。

刀模粘贴刀模弹垫太厚会造成哪些严重后果刀模的填充刀模弹垫,这可是难为过很多人设计刀模的时候我们就要考虑这个问题,海绵弹垫的弹性和它的厚度虽没有直接的关系,但在刀模内填充很厚的刀模弹垫是可以提高其弹性的,所以有时塑板刀要比蚀刻刀好用,塑板刀的板厚一般是4~6毫米,刀锋出板高度在2~3毫米,这样刀模弹垫可以用厚度3~4毫米的,超厚刀模弹垫塞在刀模里,小心会把尺寸给涨走了。蚀刻刀的高度一般是1mm左右,刀模弹垫一般配1~1.5毫米厚度的,太厚的刀模弹垫放进去,刀刃会无法切入材料,不管是薄还是厚刀模弹垫,一般选择弹性好的刀模弹垫,二是要勤换刀模弹垫。
刀版弹垫硬度弹力选择怎么区分:例如PC、PE橡胶垫光学胶,这些材料硬度高冲压时不容易脱模,因此得选择高硬度的刀版弹垫;刀版弹垫硬度弹力选择区分:模具刀线间距太小,常塞有弹不起的泡棉渣也要用到弹力好,硬度高的垫刀泡棉;刀版弹垫硬度弹力选择区分:接口太多,容易有裂口的模具则就用硬度较低的泡棉以免崩刀;测量泡棉的硬度方法:测量泡棉的软硬度用硬度计,如果把3MM的泡棉平放在桌面上,用力也能按下去,硬度一般不超过45°。65度SPEED刀版弹垫模切PP胶片合适吗。

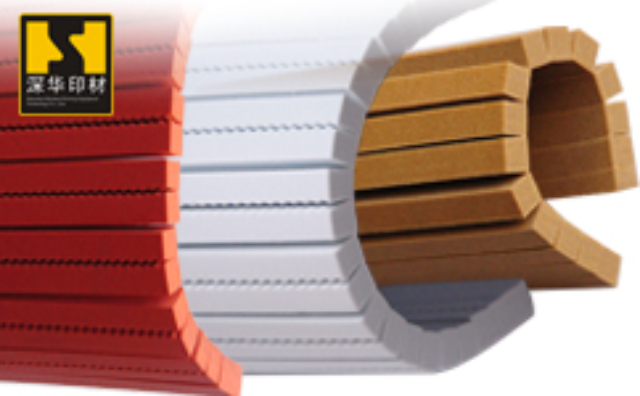
刀版弹垫都有哪些不同因素一款质量优良的刀版弹垫需要有弹力强,背胶平的特点,在使用中还要知足回弹力强,硬度适中,经久耐用的长处。质量优良的刀版弹垫能够让模切工作事半功倍。质量优良的刀版弹垫在使用的过程中不会造成产品纸屑过多,切边发毛等特点。刀版弹垫的材料选择一般使用高弹性介质背面涂布自粘胶制成,用于模切件的回弹脱模,回弹力强,硬度适中,能够减少刀具上的压力,经久耐用,是刀版模切的突出辅助用品,使用便捷,可随意裁剪。选择刀版弹垫还需要注意:在不同的模切机上,应根据模切速度和有关因素来选择不同硬度、尺寸、外形的海绵弹垫。瓦楞纸模切为什么要用30度SPEED刀版弹垫。湖南刀模刀版弹垫哪家便宜
品控检测为何发现SPEED刀版弹垫硬度一旦出错毛刺就会飙升。湖南刀模刀版弹垫哪家便宜
白卡纸模切成型为什么要推荐用45度SPEED刀版弹垫?卡纸表面涂层耐摩擦值0.4N·m,45度SPEED刀版弹垫通过优化弹性模量(1.5-2.0MPa)实现:0.07秒快速回弹保护涂层(接触时间<0.03秒)均匀分散压力至≤0.35MPa(低于涂层剥离阈值)切口毛边控制≤0.08mm(ISO等级A)预防的重心风险:印刷面划伤(不良率超3%)涂层爆裂(温湿度变化时加剧)模切不透需二次加工深华印材25年SPEED刀版弹垫生产厂家,具有自主发泡,有研发实力,能接客户要求定制,产品覆盖全国,合作客户超5500家客户;2024年销量同比增长40%。湖南刀模刀版弹垫哪家便宜
深圳市深华印刷器材科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的包装中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 中国台湾模切机用刀版弹垫生产厂家 2026-06-10
- 适用于清废版刀版弹垫 2026-06-10
- 广西高硬度刀版弹垫怎么使用 2026-06-09
- 高硬度刀版弹垫批量定制 2026-06-07
- 青海高回弹刀版弹垫批量定制 2026-06-06
- 湖南刀模刀版弹垫比较好 2026-06-06
- 宁夏减震刀版弹垫生产厂家 2026-06-05
- 河南高硬度刀版弹垫哪家便宜 2026-06-04