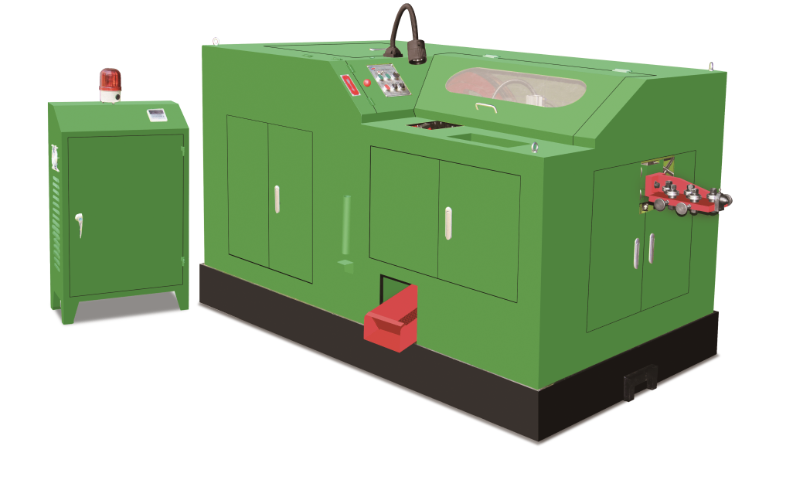
在五金零件加工中,传统切削工艺需通过车床、铣床等设备逐步去除金属材料以塑形,不只工序繁琐,还存在效率低、材料浪费大的痛点,而冷镦机 “一次成型减切削” 的工艺特性,正为五金厂解决这一难题。冷镦机依托冷态锻压技术,将金属线材直接送入定制模具,通过高压一次性完成镦粗、成型、倒角等工序,无需后续切削加工 —— 以五金厂常用的 M6 螺柱为例,传统切削加工单件需 1.2 分钟,且需 3 道工序流转,而冷镦机单件加工只需 0.4 分钟,配合多工位转盘设计,单台设备日产能可达 1.2 万件,较传统工艺提升 35%,轻松实现 “提效 30%+” 的目标。广东冷镦机品牌钰海,专注高速成型设备,服务珠三角企业。沧州三模六冲冷镦机厂家
冷镦机作为高精度、高负荷运行的设备,日常维护保养是保证其稳定运行、延长使用寿命的关键,需建立完善的维护保养体系,涵盖清洁、润滑、检查、校准、更换等多个环节。首先,日常清洁工作不可或缺,每天生产结束后,需及时去除设备表面及内部的金属碎屑、油污,重点清洁送料机构、镦锻机构、模具接触面等关键部位,避免碎屑堆积影响传动精度和模具寿命;其次,润滑系统维护至关重要,冷镦机的传动齿轮、曲轴、连杆等运动部件需定期加注润滑油,根据设备说明书要求选择合适型号的润滑油,确保润滑充分,减少磨损,一般建议每运行 500 小时更换一次润滑油,并检查油路是否通畅;再者,易损件更换需及时,模具、送料滚轮、夹紧装置等部件在长期使用中易出现磨损,需定期检查其磨损情况,当模具精度超出允许范围或送料滚轮出现打滑现象时,应及时更换,避免影响产品质量;此外,定期进行精度校准,每运行 1000 小时对设备的送料精度、镦锻行程、模具定位精度等进行检测和校准,确保设备加工精度符合要求;电气系统检查不可忽视,定期检查 PLC 控制器、传感器、线路连接等,排查电气故障隐患,防止设备因电气问题停机。苏州三模六冲冷镦机冷镦机选钰海,广东佛山、东莞、中山地区上门调试。

冷镦机搭载的智能控制系统,彻底打破了传统设备 “操作复杂、依赖熟工” 的局限,为中小型标准件厂降低生产门槛、快速实现规模化生产提供了支撑。该系统采用可视化触控界面设计,将镦压力度、送料速度、模具定位等复杂加工参数,转化为直观的图标与数字选项,操作人员无需掌握专业编程技能,只需通过触屏选择零件规格(如螺栓、螺母、链条销等常见标准件型号),系统便可自动调用预设参数方案,新员工经 1-2 天基础培训即可自己操作,大幅降低了工厂的人力培养成本。
为解决新紧固件厂 “投产周期长、错过市场窗口期” 的痛点,冷镦机从交货效率到全流程服务形成闭环支持,通过快速交付 + 专业安装调试,大幅缩短新厂投产周期,助力其抢占市场先机。在交货速度上,冷镦机突破行业常规交付周期 —— 传统设备需 3-4 个月才能完成生产与交付,而冷镦机依托标准化生产体系(主要部件提前备货、模块化组装工艺),常规机型可实现 1.5-2 个月快速交货,定制化机型(如多工位精密冷镦机)也只需 2.5-3 个月,较行业平均水平缩短 40%-50%。针对新厂 “抢工期” 需求,还可提供加急生产通道,进一步压缩交货时间,避免因设备延迟导致的投产计划搁置。冷镦机加工零件表面光滑无毛刺,无需额外打磨工序。

针对汽车螺栓常用的高强度钢(如 10.9 级、12.9 级合金结构钢),冷镦机通过优化模具材质(采用硬质合金模具)与润滑系统,在加工中减少金属磨损,同时保持钢材的抗拉强度与疲劳性能,满足汽车长期高频震动下的使用需求。此外,冷镦机的智能控制系统可对接汽车行业 IATF16949 质量体系,自动记录每批次螺栓的加工参数、检测数据,实现全生命周期追溯,助力制造商应对客户 audit 与质量溯源需求,彻底解决螺栓精度不达标、性能不稳定的行业痛点。钰海冷镦机节能设计,佛山厂家使用后电费成本直降。济南二模四冲冷镦机厂家
东莞钰海冷镦机运行稳定,连续生产无故障,保障交货期。沧州三模六冲冷镦机厂家
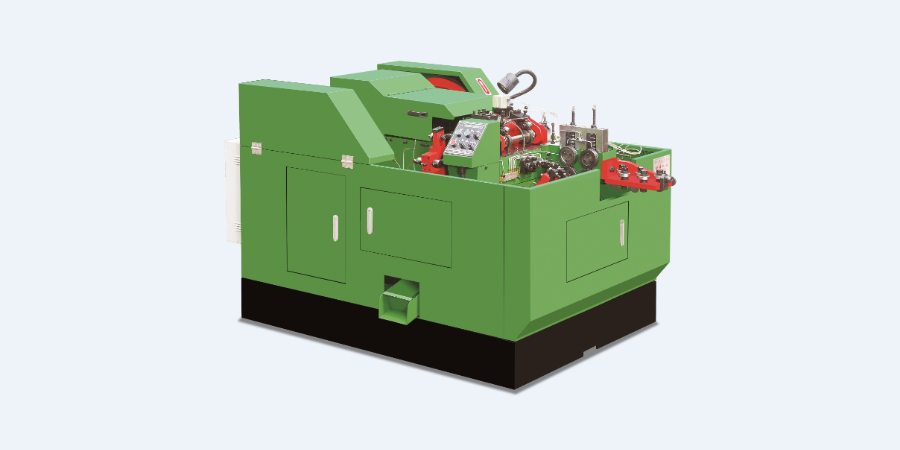
紧固件企业产品螺栓的加工,传统模式需经线材切断、车床车削、螺纹加工等多道工序,且需在不同设备间流转,工时损耗大。而冷镦机依托 “线材直入 + 一次锻压成型” 工艺,可直接将 Φ6-Φ12mm 的金属线材锻压成螺栓杆部,同步完成头部成型,后续只需补充螺纹滚轧工序,整体加工流程从传统的 5-6 道缩减至 2-3 道。以 M8 螺栓为例,传统工艺单台设备每班(8 小时)产能约 3000 件,冷镦机搭配多工位转盘设计,每班产能可达 8000-10000 件,工时效率提升超 160%,大幅缩短订单交付周期。沧州三模六冲冷镦机厂家
送料异常是冷镦机运行过程中频繁出现的故障,是导致设备突发停机的主要原因之一,给企业造成巨大经济损失。...
【详情】传统冷镦机自动化程度低,过度依赖人工操作,是制约紧固件生产企业提质增效、降低成本的关键瓶颈。传统机型...
【详情】多工位冷镦机是现代高精度紧固件生产的主流设备,意味着冷镦技术的水平。多工位冷镦机通常拥有 4-6 个...
【详情】汽车、新能源、航空航天等领域对紧固件尺寸、表面质量要求严苛,而精度不足的冷镦机,让不少企业无缘高附加...
【详情】广东省钰海机械针对行业冷镦机故障率高的痛点,在部件选型与工艺加工上升级,大幅提升冷镦机整体稳定性与使...
【详情】针对冷镦机送料异常频发、导致突发停机损失巨大的行业痛点,广东省钰海机械有限公司自主研发设计了高性能稳...
【详情】钰海冷镦机搭载一体化智能控制系统,实现送料、切断、成型、出料全流程自动化运行,大幅降低生产环节的人工...
【详情】采购冷镦机只是设备投入的第一步,后续安装调试、操作培训、故障维修、配件供应等配套服务,直接决定冷镦机...
【详情】广东省钰海机械有限公司自成立以来,始终专注于冷镦机及螺丝机械的研发、生产和销售,深耕行业多年,凭借先...
【详情】