传统热锻加工螺栓、螺母等五金件时,需先将金属坯料加热至 800-1200℃(如碳钢锻造温度需 900-1100℃),此过程依赖电阻炉、燃气炉等加热设备,能耗占比超总能耗的 60%—— 以加工 1 吨碳钢螺栓为例,热锻只加热环节就需消耗 300-350kWh 电能(或 15-20m³ 天然气),且加热后还需额外能耗维持温度稳定,避免坯料冷却影响成型。而冷镦机采用常温塑性变形工艺,无需任何加热环节,直接对金属线材进行锻压成型,只通过伺服电机驱动模具运动、液压系统提供镦压力,加工 1 吨碳钢螺栓总能耗只 150-175kWh,较热锻减少 50%,若按工业电价 0.8 元 /kWh 计算,单吨产品可节省能源支出 120-140 元。冷镦机通过冷作硬化细化晶粒,让零件抗拉强度提升 20%-30%。苏州二模四冲冷镦机供应
为解决新紧固件厂 “投产周期长、错过市场窗口期” 的痛点,冷镦机从交货效率到全流程服务形成闭环支持,通过快速交付 + 专业安装调试,大幅缩短新厂投产周期,助力其抢占市场先机。在交货速度上,冷镦机突破行业常规交付周期 —— 传统设备需 3-4 个月才能完成生产与交付,而冷镦机依托标准化生产体系(主要部件提前备货、模块化组装工艺),常规机型可实现 1.5-2 个月快速交货,定制化机型(如多工位精密冷镦机)也只需 2.5-3 个月,较行业平均水平缩短 40%-50%。针对新厂 “抢工期” 需求,还可提供加急生产通道,进一步压缩交货时间,避免因设备延迟导致的投产计划搁置。德阳三模三冲冷镦机供应冷镦机选钰海,节能降耗 + 稳定耐用,中小企业选择设备。

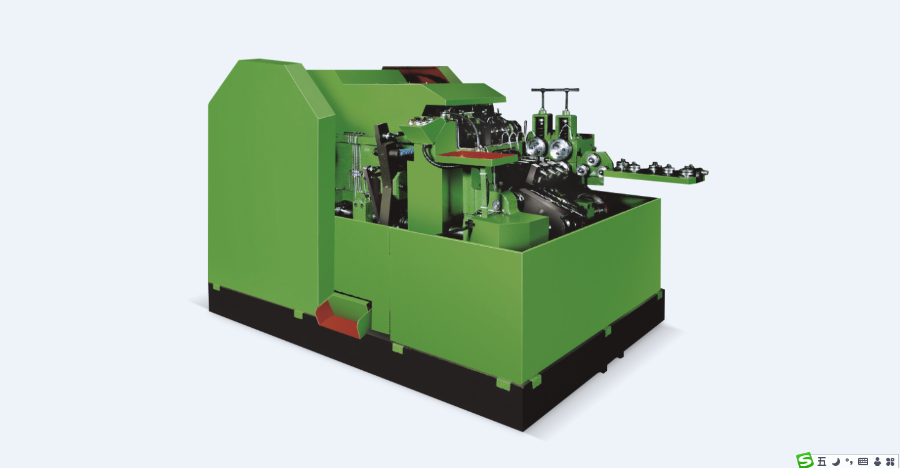
按工艺方向可分为正向冷镦机、反向冷镦机和复合冷镦机,正向冷镦机主要通过凸模向前施加压力实现成型,适用于轴类、杆类零件;反向冷镦机则通过凹模反向运动完成镦锻,适合头部复杂、杆部细长的零件;复合冷镦机结合正向和反向镦锻工艺,可实现更复杂的成型需求,如带台阶、内孔的异形零件。此外,按驱动方式还可分为机械传动冷镦机和伺服传动冷镦机,机械传动冷镦机运行稳定、维护成本低,适合标准件批量生产;伺服传动冷镦机调速柔性强,可适配多品种、小批量的定制化生产场景。
冷镦机凭借独特的加工工艺和技术设计,在金属成型领域具备多重不可替代的优势,为制造业带来的行业价值。首先,节能降耗效果明显,冷镦机采用冷加工工艺,无需对原材料进行加热,相比热锻设备可节省 70% 以上的能源消耗,同时避免了加热过程中产生的废气、废渣污染,符合绿色制造的发展趋势;其次,材料利用率极高,冷镦工艺通过金属塑性流动成型,几乎不产生切屑,材料利用率普遍在 80%-95% 之间,远高于传统切削加工的 30%-50%,大幅降低了原材料成本;再者,生产效率突出,一台普通多工位冷镦机的生产速度可达每分钟 60-200 件,设备甚至可达到每分钟 300 件以上,是传统加工设备的 5-10 倍,能够快速满足大批量生产需求;此外,产品质量稳定可靠,冷镦机的高精度传动系统和模具设计,可保证产品尺寸精度控制在 ±0.02mm 以内,形位公差符合 GB/T 3098 等相关标准,同时冷加工强化使产品内部晶粒细化,力学性能更优。冷镦机集成切断、成型等多工序,单件加工时间压缩至 3-5 秒。
针对汽车螺栓常用的高强度钢(如 10.9 级、12.9 级合金结构钢),冷镦机通过优化模具材质(采用硬质合金模具)与润滑系统,在加工中减少金属磨损,同时保持钢材的抗拉强度与疲劳性能,满足汽车长期高频震动下的使用需求。此外,冷镦机的智能控制系统可对接汽车行业 IATF16949 质量体系,自动记录每批次螺栓的加工参数、检测数据,实现全生命周期追溯,助力制造商应对客户 audit 与质量溯源需求,彻底解决螺栓精度不达标、性能不稳定的行业痛点。中山钰海冷镦机高精度加工,助力企业生产紧固件。南充三模三冲冷镦机定制
冷镦机适配医疗器械微型零件加工,满足 ±0.005mm 精度要求。苏州二模四冲冷镦机供应
医疗器械配件(如手术器械连接轴、植入式螺钉、输液器接头等)对表面精度要求远超普通零件,不*需满足尺寸公差 ±0.005mm 的标准,更需杜绝毛刺 —— 因毛刺脱落可能引发人体组织,而冷镦机的 “冷态锻压 + 模具塑形” 工艺,从源头解决了这一痛点。冷镦机加工时,金属线材(多为 316L 不锈钢、钛合金等医用材料)在定制模具内受高压挤压,材料沿模具型腔均匀流动成型,避免了传统切削工艺因刀具切削产生的断裂面、飞边或毛刺。以直径 3-5mm 的手术器械连接销为例,冷镦加工后表面粗糙度可达 Ra≤0.4μm,触感光滑无凸起,无需额外打磨即可符合医疗器械 GMP 标准;而传统车床加工后,需投入 3 道后续处理工序(粗磨、精磨、超声波清洗),才能去除毛刺并优化表面,每道工序均需设备与人工操作。苏州二模四冲冷镦机供应
低端冷镦机普遍存在能耗高、噪音大、污染严重等问题,在当前国家大力推行绿色制造、环保政策日益严格的背景...
【详情】多工位冷镦机是现代高精度紧固件生产的主流设备,意味着冷镦技术的水平。多工位冷镦机通常拥有 4-6 个...
【详情】在冷镦机的使用与选型过程中,不少制造企业会陷入认知误区,进而影响生产效益,厘清这些误区才能合理运用冷...
【详情】冷镦机品类繁多,机型参数、功能定位差异较大,制造企业采购冷镦机时,盲目跟风、只看价格、一味追求高配,...
【详情】汽车、新能源、航空航天等领域对紧固件尺寸、表面质量要求严苛,而精度不足的冷镦机,让不少企业无缘高附加...
【详情】市场中的冷镦机品类丰富,行业内有着成熟的划分标准,企业结合自身产品选型,才能发挥冷镦机的生产价值。按...
【详情】送料异常是冷镦机运行过程中频繁出现的故障,是导致设备突发停机的主要原因之一,给企业造成巨大经济损失。...
【详情】冷镦机品类繁多,机型参数、功能定位差异较大,制造企业采购冷镦机时,盲目跟风、只看价格、一味追求高配,...
【详情】对比传统切削、热锻等加工方式,冷镦机主导的冷镦工艺拥有多重优势,这也是近二十年来冷镦机逐步普及的关键...
【详情】