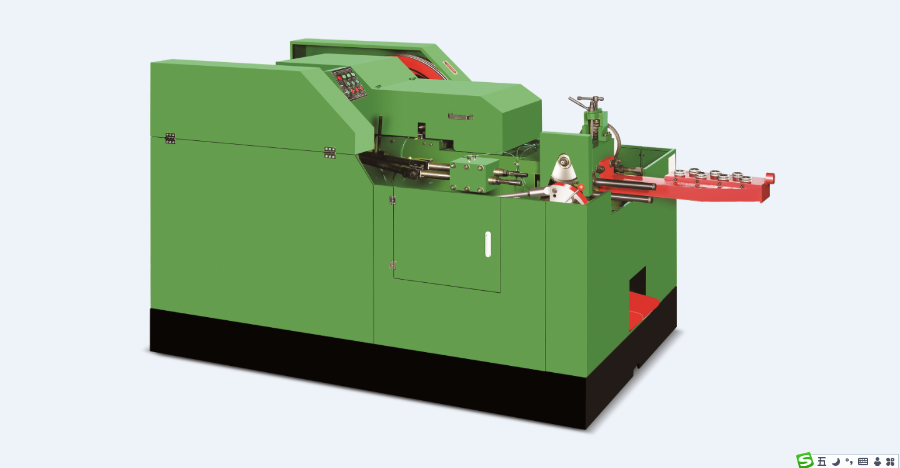
冷镦机主要由机架、传动系统、送料机构、镦锻机构、模具系统、控制系统六大模块组成。机架作为设备的基础支撑,通常采用整体铸造或焊接结构,具备高刚性的特点,可有效吸收镦锻过程中产生的冲击力,避免设备变形影响加工精度;传动系统多采用齿轮传动或伺服传动方式,齿轮传动结构成熟、扭矩大,伺服传动则具备更高的调速精度和响应速度,可根据不同加工需求灵活调整镦锻速度和行程;送料机构负责将金属线材输送至镦锻区域,采用滚轮送料或夹持送料方式,送料精度可达 ±0.01mm,确保原材料定位准确;镦锻机构是冷镦机的执行单元,通过曲轴连杆或凸轮机构将动力转化为镦锻力,镦锻力范围从几十吨到几百吨不等,可满足不同规格零件的加工需求;模具系统根据产品形状定制,由凹模、凸模、顶杆等部件组成,采用合金材料制作,具备耐磨、抗冲击的特性;控制系统多采用 PLC 可编程逻辑控制器,搭配触摸屏操作界面,可实现参数设置、工序联动、故障报警等功能,操作便捷且智能化程度高。各结构模块协同工作,使冷镦机具备加工精度高、生产效率高、操作简便、稳定性强等特点。冷镦机强化零件疲劳寿命,延长 25% 以上极端工况使用时长。浙江一模二冲加长大型冷镦机电话
冷镦机作为高精度、高负荷运行的设备,日常维护保养是保证其稳定运行、延长使用寿命的关键,需建立完善的维护保养体系,涵盖清洁、润滑、检查、校准、更换等多个环节。首先,日常清洁工作不可或缺,每天生产结束后,需及时去除设备表面及内部的金属碎屑、油污,重点清洁送料机构、镦锻机构、模具接触面等关键部位,避免碎屑堆积影响传动精度和模具寿命;其次,润滑系统维护至关重要,冷镦机的传动齿轮、曲轴、连杆等运动部件需定期加注润滑油,根据设备说明书要求选择合适型号的润滑油,确保润滑充分,减少磨损,一般建议每运行 500 小时更换一次润滑油,并检查油路是否通畅;再者,易损件更换需及时,模具、送料滚轮、夹紧装置等部件在长期使用中易出现磨损,需定期检查其磨损情况,当模具精度超出允许范围或送料滚轮出现打滑现象时,应及时更换,避免影响产品质量;此外,定期进行精度校准,每运行 1000 小时对设备的送料精度、镦锻行程、模具定位精度等进行检测和校准,确保设备加工精度符合要求;电气系统检查不可忽视,定期检查 PLC 控制器、传感器、线路连接等,排查电气故障隐患,防止设备因电气问题停机。滁州三模六冲冷镦机电话钰海冷镦机高速运转不卡顿,提升五金企业产能翻倍。
传统热锻加工螺栓、螺母等五金件时,需先将金属坯料加热至 800-1200℃(如碳钢锻造温度需 900-1100℃),此过程依赖电阻炉、燃气炉等加热设备,能耗占比超总能耗的 60%—— 以加工 1 吨碳钢螺栓为例,热锻只加热环节就需消耗 300-350kWh 电能(或 15-20m³ 天然气),且加热后还需额外能耗维持温度稳定,避免坯料冷却影响成型。而冷镦机采用常温塑性变形工艺,无需任何加热环节,直接对金属线材进行锻压成型,只通过伺服电机驱动模具运动、液压系统提供镦压力,加工 1 吨碳钢螺栓总能耗只 150-175kWh,较热锻减少 50%,若按工业电价 0.8 元 /kWh 计算,单吨产品可节省能源支出 120-140 元。
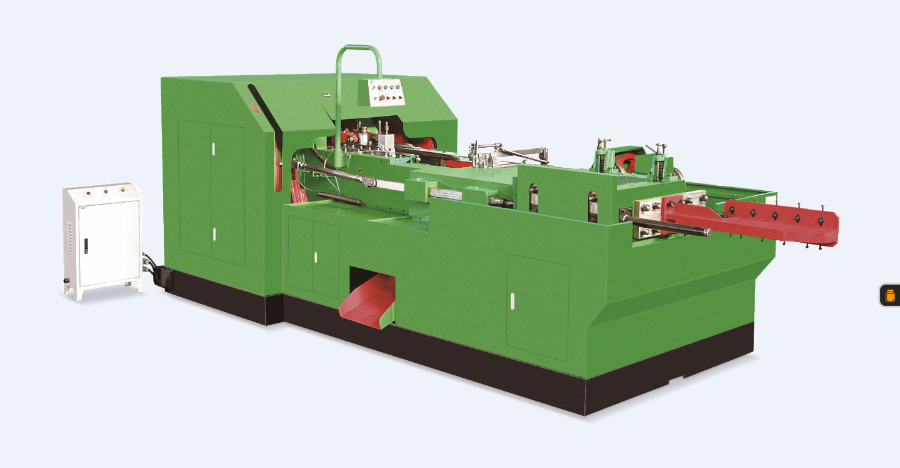
冷镦机搭载的智能控制系统,彻底打破了传统设备 “操作复杂、依赖熟工” 的局限,为中小型标准件厂降低生产门槛、快速实现规模化生产提供了支撑。该系统采用可视化触控界面设计,将镦压力度、送料速度、模具定位等复杂加工参数,转化为直观的图标与数字选项,操作人员无需掌握专业编程技能,只需通过触屏选择零件规格(如螺栓、螺母、链条销等常见标准件型号),系统便可自动调用预设参数方案,新员工经 1-2 天基础培训即可自己操作,大幅降低了工厂的人力培养成本。冷镦机加工的汽车螺栓,能承受长期高频震动确保行车安全。

在五金零件加工中,传统切削工艺需通过车床、铣床等设备逐步去除金属材料以塑形,不只工序繁琐,还存在效率低、材料浪费大的痛点,而冷镦机 “一次成型减切削” 的工艺特性,正为五金厂解决这一难题。冷镦机依托冷态锻压技术,将金属线材直接送入定制模具,通过高压一次性完成镦粗、成型、倒角等工序,无需后续切削加工 —— 以五金厂常用的 M6 螺柱为例,传统切削加工单件需 1.2 分钟,且需 3 道工序流转,而冷镦机单件加工只需 0.4 分钟,配合多工位转盘设计,单台设备日产能可达 1.2 万件,较传统工艺提升 35%,轻松实现 “提效 30%+” 的目标。中山钰海冷镦机助力小五金企业降本增效,抢占市场先机。泰州二模三冲冷镦机厂家
冷镦机配备故障自动停机装置,保护设备与模具。浙江一模二冲加长大型冷镦机电话
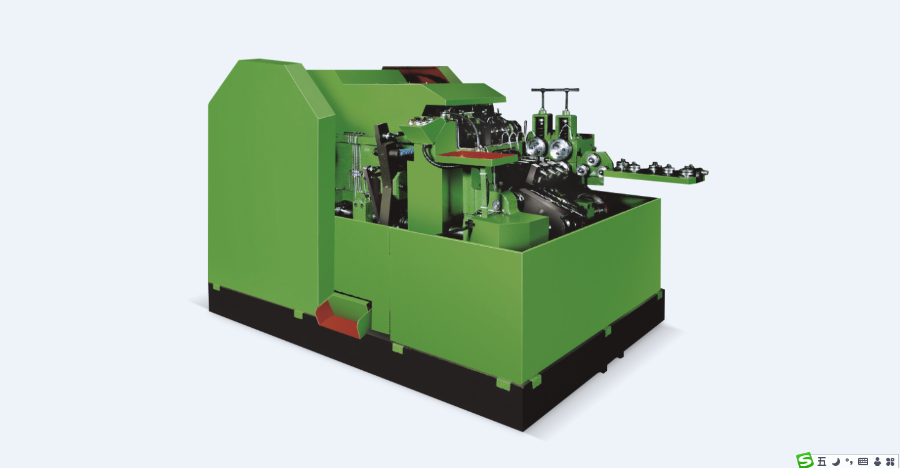
在工时节省上,冷镦机的多工位连续成型设计大幅缩短加工周期:4-6 工位机型可一次性完成线材切断、头部镦粗、杆部缩径、螺纹预成型等工序,单件螺栓加工时间只需要 3-5 秒,较传统 “切断 - 车床加工 - 铣削 - 打磨” 分步工艺(单件需 20-30 秒)效率提升 5-6 倍。同时,设备配备自动化送料系统(如伺服送料机构),可实现线材连续供给,无需人工频繁上料;部分机型还集成在线尺寸检测功能,省去后续人工抽检环节,单台设备日均产能可达 2-5 万件,相当于 3-4 台传统设备的产能,大幅减少设备占用工时与人工操作工时,帮助企业快速响应大批量订单需求。浙江一模二冲加长大型冷镦机电话
对比传统切削、热锻等加工方式,冷镦机主导的冷镦工艺拥有多重优势,这也是近二十年来冷镦机逐步普及的关键...
【详情】在现代制造业快速发展的现在,冷镦机作为紧固件及精密零件生产的装备,正发挥着不可替代的重要作用,成为众...
【详情】为解决传统冷镦机自动化程度低、人工依赖强、生产成本高的痛点,广东省钰海机械有限公司专注于自动化技术研...
【详情】冷镦机的运行逻辑围绕金属塑性力学搭建,整套加工流程连贯且自动化程度极高,一台合格的冷镦机可以完成从原...
【详情】汽车、新能源、航空航天等领域对紧固件尺寸、表面质量要求严苛,而精度不足的冷镦机,让不少企业无缘高附加...
【详情】针对冷镦机送料异常频发、导致突发停机损失巨大的行业痛点,广东省钰海机械有限公司自主研发设计了高性能稳...
【详情】广东省钰海机械有限公司深知冷镦机精度波动对企业生产的严重危害,通过先进技术研发和严格质量控制,打造出...
【详情】尺寸精度波动是冷镦机使用过程中常见也致命的痛点,直接影响产品质量和企业经济效益。具体表现为产品偏心、...
【详情】多工位冷镦机是现代高精度紧固件生产的主流设备,意味着冷镦技术的水平。多工位冷镦机通常拥有 4-6 个...
【详情】长期以来,我国冷镦机市场被进口品牌占据,国产设备在精度、稳定性、自动化程度等方面存在差距,难以满足制...
【详情】