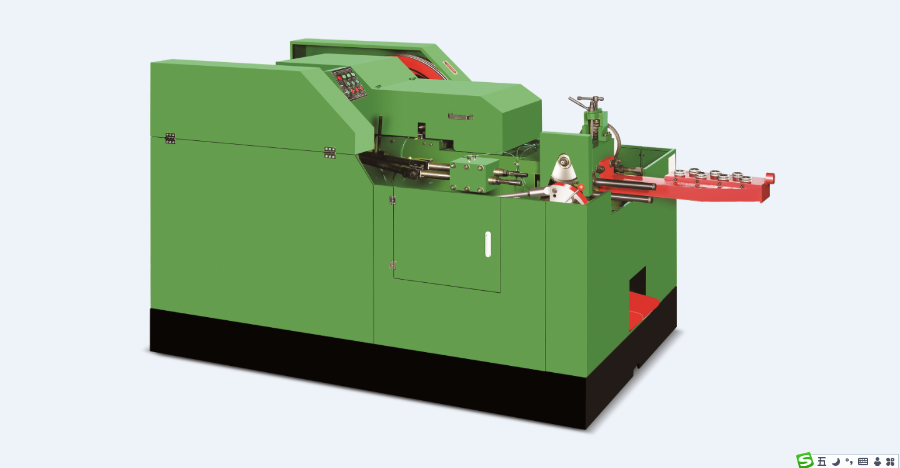
汽车螺栓作为关键连接部件,直接关系行车安全,其精度要求远高于普通标准件 —— 需实现尺寸公差 ±0.01mm、表面粗糙度 Ra≤0.8μm 的严苛标准,而冷镦机凭借工艺特性与技术升级,成为汽车零部件制造商的选择。冷镦机采用 “一次成型 + 精密校准” 模式,通过冷态锻压让金属线材在模具内塑形,避免热加工导致的尺寸变形。搭配伺服驱动系统,可实时调节镦压力度与送料速度,针对汽车发动机螺栓、底盘螺栓等不同场景需求,控制螺纹牙型、杆部直线度等关键参数,确保每颗螺栓的尺寸一致性。同时,设备配备的激光检测模块,能在加工过程中实时扫描螺栓外径、长度等尺寸,一旦超出公差范围立即停机修正,将不合格率控制在 0.3% 以下,远低于汽车行业 1% 的合格线。钰海冷镦机采用钢材,结构坚固,使用寿命长。廊坊四模四冲冷镦机报价
在原料节省方面,冷镦机的 “塑性变形成型” 彻底改变传统切削加工 “去料塑形” 的模式。传统切削加工螺栓时,为保证精度需去除 15%-25% 的金属材料(如加工长度 25mm 的 M8 螺栓,需从长度 30mm 的线材切削多余部分),这些废料只能以废钢价回收;而冷镦机通过模具挤压让金属线材按需塑形,材料利用率高达 96%-98%,只产生 2%-4% 的微量料头。按紧固件企业日均消耗 10 吨线材计算,冷镦机每日可减少原料浪费 1.3 吨 - 2.1 吨,以钢材市场价 5000 元 / 吨计,每月可节省原料成本 19.5 万 - 31.5 万元。同时,省去切削工序还减少了刀具采购与更换成本,进一步降低企业综合开支,尤其适配紧固件行业 “薄利多销” 的盈利模式,助力企业提升市场竞争力。阜阳二模四冲冷镦机电话冷镦机的使用寿命长,可以降低生产成本。

当前再五金行业多品种、小批量的生产模式日益普遍,模具更换效率成为制约生产的关键因素。冷镦机配备快速换模系统,通过模块化模具设计与液压锁模装置,操作人员经过简单培训即可完成换模操作。相较于传统设备2-3小时的换模时间,冷镦机将模具更换流程压缩至半小时以内,大幅缩短了生产切换周期。例如,某五金厂承接不同规格的螺母订单时,借助冷镦机的快速换模能力,可在上午完成M8螺母生产后,下午立即切换至M6螺母加工,无需长时间停机等待。这种高度灵活性让企业能够快速响应客户的多元需求,即使是小批量订单也能高效完成,提升了订单承接能力与市场适应力。
针对医疗器械配件对表面质量与成本控制的双重需求,冷镦机凭借冷态塑性成型工艺,成为该领域加工的设备。医疗器械配件(如骨科螺钉、导管接头、输液器连接件)需满足极高的生物相容性与无菌标准,表面毛刺不*可能引发组织刺激、血液凝固等安全隐患,还会增加清洁消毒难度,而冷镦机通过 “模具约束 + 金属流线成型” 模式,从源头规避毛刺产生。加工时,金属坯料在常温下被模具挤压塑形,金属晶粒沿成型方向均匀分布,既避免了切削加工中刀具切削产生的刃口毛刺、崩边,又能使配件表面粗糙度稳定控制在 Ra 0.4μm 以下,部分精密配件甚至可达 Ra 0.2μm,完全符合 YY/T 0993 等医疗器械表面质量标准。这种 “一次成型即达标” 的特性,省去了传统加工后需额外投入的去毛刺工序(如手工打磨、电化学去毛刺、激光抛光等),不*减少了人工成本(传统去毛刺工序需专业工人逐件处理,工时成本占比超 20%),还避免了后续处理对配件尺寸精度的影响(如打磨过度导致的尺寸偏差)。中山钰海冷镦机加工精度高,螺丝螺母生产合格率 99%+。

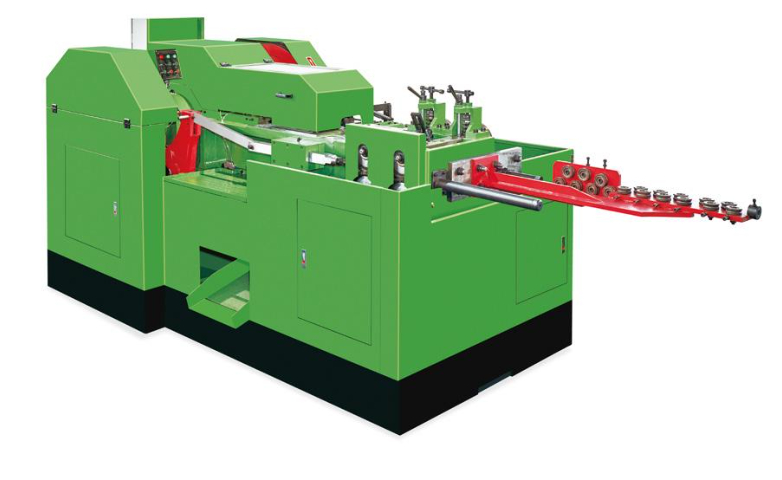
紧固件作为机械制造行业的 “关节”,其生产质量和效率直接影响终端产品的可靠性,而冷镦机正是紧固件生产的设备,广泛应用于螺栓、螺母、螺钉、垫圈、销钉等各类标准件和非标准件的批量生产。在螺栓生产过程中,冷镦机可一次性完成线材切断、头部镦锻、杆部缩径等工序,无需后续机加工,不*大幅缩短生产周期,还能保证螺栓头部与杆部的过渡圆角光滑、力学性能均匀;对于螺母类产品,冷镦机通过多工位镦锻工艺,实现螺母毛坯的成型,再配合攻丝设备完成内螺纹加工,相比传统切削加工,材料利用率可从 40% 左右提升至 85% 以上,降低生产成本。在紧固件生产中,冷镦机的优势更为突出,通过冷加工强化作用,成品的抗拉强度、屈服强度等力学性能可提升 20%-30%,能够满足汽车、工程机械、航空航天等领域对紧固件的严苛要求。此外,冷镦机还可根据紧固件的规格的不同,灵活调整模具、送料速度、镦锻力等参数,实现从 M2 到 M30 不同规格紧固件的批量生产,适配家电、电子、建筑等多个行业的需求,是紧固件行业实现规模化、品质生产的不可或缺的设备。钰海冷镦机适配多种材质,满足紧固件、异形件加工需求。绍兴冷镦机报价
一次成型减切削,冷镦机助五金厂提效 30%+,还能减少材料浪费。廊坊四模四冲冷镦机报价
为帮助紧固件企业在批量生产螺栓等标准件时实现降本增效,冷镦机依托冷态锻压工艺与自动化技术,从原料利用率和生产工时两方面形成优势,压缩企业运营成本。在原料节省上,冷镦机采用 “金属塑性变形” 原理加工金属线材,区别于传统切削工艺会产生 15%-20% 切屑废料的问题,其通过模具约束金属流动,将原料利用率提升至 97% 以上,废料率只 2%-3%。以加工 M10×30mm 螺栓为例,传统切削工艺每生产 1 万件需消耗 Φ10mm 线材约 1.2 吨,而冷镦机只需 1.03 吨,单万件即可节省 170kg 金属原料;且锻压过程中金属晶粒沿成型方向紧密排列,无需额外增加原料厚度来保障强度,进一步减少原料投入,对铜、不锈钢等高价金属线材而言,原料成本节省效果更明显。廊坊四模四冲冷镦机报价
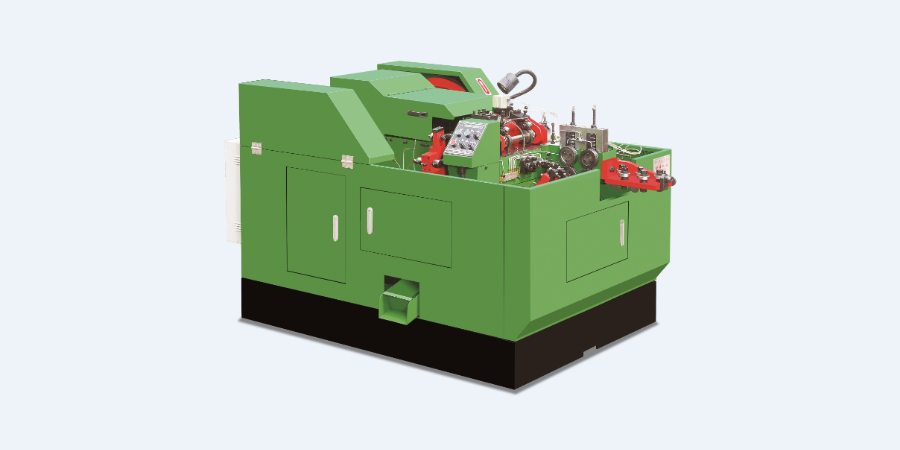
多工位冷镦机是现代高精度紧固件生产的主流设备,意味着冷镦技术的水平。多工位冷镦机通常拥有 4-6 个...
【详情】在冷镦机的使用与选型过程中,不少制造企业会陷入认知误区,进而影响生产效益,厘清这些误区才能合理运用冷...
【详情】冷镦机品类繁多,机型参数、功能定位差异较大,制造企业采购冷镦机时,盲目跟风、只看价格、一味追求高配,...
【详情】汽车、新能源、航空航天等领域对紧固件尺寸、表面质量要求严苛,而精度不足的冷镦机,让不少企业无缘高附加...
【详情】市场中的冷镦机品类丰富,行业内有着成熟的划分标准,企业结合自身产品选型,才能发挥冷镦机的生产价值。按...
【详情】送料异常是冷镦机运行过程中频繁出现的故障,是导致设备突发停机的主要原因之一,给企业造成巨大经济损失。...
【详情】冷镦机品类繁多,机型参数、功能定位差异较大,制造企业采购冷镦机时,盲目跟风、只看价格、一味追求高配,...
【详情】对比传统切削、热锻等加工方式,冷镦机主导的冷镦工艺拥有多重优势,这也是近二十年来冷镦机逐步普及的关键...
【详情】在现代制造业快速发展的现在,冷镦机作为紧固件及精密零件生产的装备,正发挥着不可替代的重要作用,成为众...
【详情】