- 品牌
- YEEDON
- 材质
- 碳素管,合金管
- 涂层
- 镀锌管,黑管/不镀涂,镀铝管,镀铬管
- 截面形状
- 矩形管,异型管,椭圆管,方管,圆管
汽车钢管的防腐处理是确保其耐久性的关键环节。由于汽车在使用过程中会面临各种恶劣环境,如雨水、盐分、灰尘等的侵蚀,未经过防腐处理的钢管很容易生锈腐蚀,从而影响其强度和使用寿命。常见的防腐处理方法有镀锌、电泳涂装等。镀锌处理是在钢管表面镀上一层锌层,锌层在空气中会形成一层致密的氧化膜,能够有效隔离钢管与外界环境,起到阴极保护的作用,即使锌层局部受损,也能通过锌层来保护钢管基体。电泳涂装则是将钢管作为电极,在电泳漆槽中使涂料均匀地沉积在钢管表面,形成一层坚硬、光滑且具有良好附着力的漆膜,不*能防腐,还能提升钢管的外观质量。通过这些防腐处理措施,汽车钢管能够在汽车的整个使用寿命周期内保持良好的性能,减少因腐蚀而导致的维修和更换成本。汽车底盘用钢管多为强度合金材质,支撑车身重量,提升行驶稳定性。杭州直缝汽车钢管

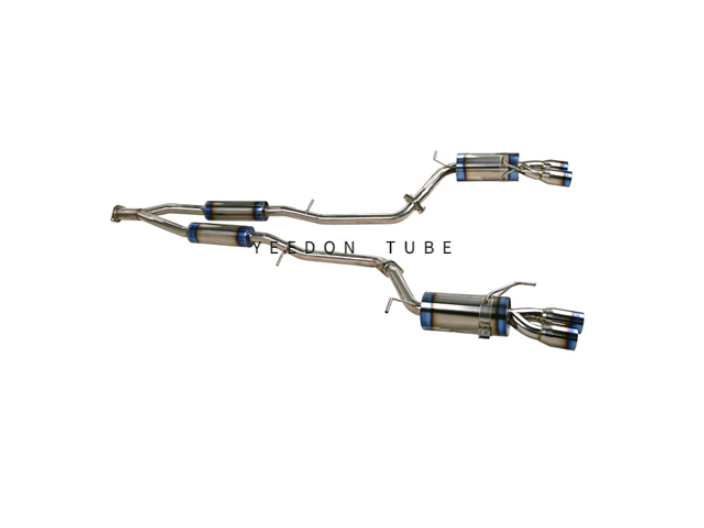
根据汽车排气系统各部件服役温度的不同,将其分为汽车排气系统热端和汽车排气系统冷端。由于排气歧管直接与汽车发动机相连,服役温度***,所以排气歧管为汽车排气系统热端的表示;消音器服役温度低,是汽车排气系统冷端的表示。在排气系统零部件构成中,管件约占总重量的60%以上,如歧管、前管、中心管、消声器中的弯管及尾管等。汽车用排气管件早期常用铸铁管、镀锌钢管和镀铝钢管,早期排气歧管所使用的铸铁件等工作温度为800℃以下,已不能满足服役条件。目前耐热性能高的不锈钢薄壁焊管和无缝管已用于汽车排气管的制造。近年来,由于世界能源紧张和环境日趋恶化,汽车工业提高燃气热效率、减轻汽车自身重量等方面的需求对排气系统提出了更高的要求,不断地提高发动机排气温度。排气歧管工作温度由750℃-800℃上升到900℃-950℃,甚至更高;排气歧管及紧固件由普碳钢等转换为不锈钢;消声器废气温度提高,加重了腐蚀程度,也必须采用不锈钢。镀锌管汽车钢管材料汽车钢管壁厚均匀性控制在 ±5% 内,保障燃油喷射系统密封性能。

汽车防撞梁是保护车辆和乘客安全的重要部件,而钢管是防撞梁的关键材料之一。防撞梁需要在车辆发生碰撞时吸收撞击能量,减少对车身和乘客的伤害,因此要求钢管具有较高的强度和吸能性能。采用热成型工艺生产的高强度钢管,抗拉强度可达 1000MPa 以上,在碰撞时能通过自身变形吸收大量能量,有效减轻碰撞力度。防撞梁钢管的截面设计也很关键,通常采用封闭的矩形或帽型截面,以提高结构的抗弯和抗扭性能。在安装时,防撞梁通过吸能盒与车身连接,吸能盒在碰撞时会率先变形,进一步增强缓冲效果。汽车钢管在防撞梁中的应用,明显提升了车辆的被动安全性能,是现代汽车安全设计中不可或缺的一环。
汽车钢管的制造工艺直接影响其质量和性能。常见的制造工艺包括穿孔、轧制、焊接等。穿孔是制造无缝钢管的关键工艺。首先将实心的管坯加热到一定温度,然后通过穿孔机将其穿成空心的毛管。穿孔机的种类有很多,如斜轧穿孔机、推轧穿孔机等,不同的穿孔机适用于不同的管材规格和材质。穿孔过程中,要严格控制温度、压力等工艺参数,确保毛管的质量。轧制是对穿孔后的毛管进行进一步加工的工艺。通过轧制,可以使钢管的壁厚更加均匀,提高钢管的强度和精度。轧制工艺包括热轧和冷轧。热轧是在高温下对毛管进行轧制,能够生产出较大口径的钢管。冷轧则是在常温下进行轧制,适用于生产小口径、高精度的钢管。冷轧可以进一步提高钢管的表面质量和尺寸精度,但成本相对较高。汽车钢管符合汽车行业严格的质量标准,是零部件制造的可靠选材。

汽车车架用钢管主要采用高强度合金钢与低碳钢材质,其中高强度合金钢钢管凭借优异的强度与韧性,能够在减轻重量的同时,提升车架的承载能力与抗冲击性能,广泛应用于中高乘用车与商用车车架;低碳钢钢管性价比高、易加工、焊接性能优良,主要应用于经济型乘用车与轻型商用车车架。汽车车架钢管的生产工艺主要包括辊式成型、焊接、矫直、热处理等环节,成型过程中需严格控制钢管的尺寸精度与圆度,确保车架组装的准确性;焊接过程中需优化焊接参数,提升焊缝强度,避免出现未焊透、裂纹等缺陷;热处理则用于消除焊接应力,提升钢管的韧性与抗疲劳性能。此外,车架钢管还需进行防腐处理,通过热镀锌、涂层防腐等方式,抵御户外潮湿、盐雾等环境的侵蚀,延长车架使用寿命。汽车钢管的轻量化设计可使零部件减重 30%-50%,直接降低整车能耗与成本。苏州酸洗卷汽车钢管批发价
轻量化汽车钢管减轻车身自重,降低油耗与排放,契合新能源汽车节能需求。杭州直缝汽车钢管
汽车防撞钢管是汽车被动安全系统的关键部件,主要应用于汽车保险杠、车门防撞梁、车身侧围等部位,其作用是在汽车发生碰撞时,吸收碰撞能量,减轻碰撞对驾乘人员的伤害,提升汽车的碰撞安全性。汽车防撞钢管需具备强度、高韧性、抗冲击性等优异性能,能够在碰撞过程中发生塑性变形,吸收碰撞能量,同时避免断裂,确保能够有效保护驾乘人员。防撞钢管的材质主要以强度合金钢为主,通过热处理工艺,提升钢管的强度与韧性,使其具备良好的抗冲击性能与能量吸收能力。防撞钢管的生产工艺主要包括成型、焊接、热处理、矫直等环节,成型过程中需根据防撞部位的形状与尺寸,采用辊式成型或冲压成型,确保钢管的形状与安装部位精确匹配;焊接过程中需采用强度焊接工艺,提升焊缝强度,确保防撞钢管的整体承载能力;热处理则用于消除焊接应力,提升钢管的韧性与抗冲击性能。杭州直缝汽车钢管
- 锌铝镁汽车钢管车架 2026-05-22
- 常州直缝汽车钢管定制 2026-05-22
- 南通汽车钢管供应商 2026-05-22
- 酸洗卷汽车钢管报价 2026-05-22
- 无锡汽车钢管厂 2026-05-22
- 苏州q235b汽车钢管车架 2026-05-22
- 无锡直缝汽车钢管 2026-05-22
- 湖州冷轧汽车钢管 2026-05-22
- 无锡酸洗卷汽车钢管材料 2026-05-22
- 无锡汽车钢管规格 2026-05-22
- 浙江异形汽车钢管哪家好 2026-05-21
- 苏州非标汽车钢管生产过程 2026-05-21