- 品牌
- 美焊
- 型号
- 齐全
- 控制方式
- 自动
- 作用原理
- 脉冲
- 电源类型
- 直流电源
- 是否数控
- 是
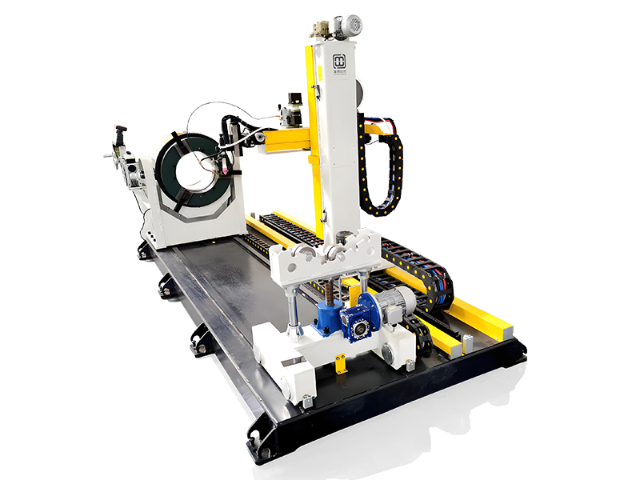
美焊 MWHF 系列环缝焊接专机针对大型环形工件(如 Φ1000mm 以上,重量≥3 吨)的焊接需求,升级了重载型变位机与传动系统,确保设备在重载工况下的稳定性与焊接精度。大型环形工件焊接的重要难点在于工件旋转的平稳性与定位精度,设备的重载变位机采用双伺服电机驱动与大承载回转支撑,可轻松承载大型工件的重量,旋转速度稳定可调(0.1-5rpm),旋转精度≤0.1mm;同时,设备配备加强型机架与导轨,保障焊接执行机构在重载焊接中的平稳移动。在大型锅炉筒体对接焊接中,该系列重载型设备可实现 Φ1500mm-Φ3000mm 筒体的环形焊缝自动化焊接,单条焊缝焊接时间较传统半自动设备缩短 50%,且焊缝熔深均匀,有效避免了大型工件因焊接变形导致的装配问题。氩气预通气 3-5 秒,滞后通气 5-8 秒,避免焊缝氧化。浙江热丝堆焊环缝焊机

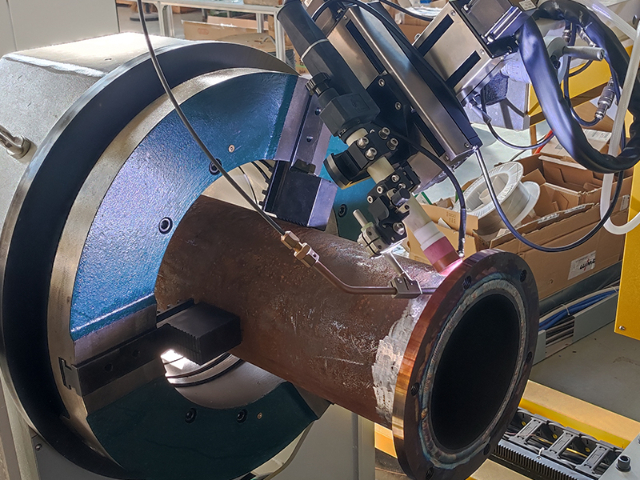
美焊 MWHF 系列环缝焊接专机的氩气保护系统采用精细化控制设计,可根据焊接材质、焊缝尺寸灵活调整氩气流量与保护范围,确保焊接区域的有效保护。设备的氩气流量调节范围为 5-25L/min,支持预通气与滞后通气功能,焊接启动前提 3-5 秒输送氩气,排出焊接区域的空气;焊接结束后延迟 5-8 秒关闭氩气,避免高温焊缝与空气接触产生氧化。针对钛合金等对保护要求极高的材质,设备还可升级双路氩气保护系统,分别对焊缝正面与背面进行保护,进一步提升焊缝质量。在不锈钢环形焊缝焊接中,精细化的氩气保护控制使得焊缝表面光滑无氧化色,耐腐蚀性测试达标,避免了因保护不当导致的焊缝返修,降低了生产成本。福建环缝环缝焊机品牌排行美焊提供定制化夹具设计,适配特殊形状环形工件的精确定位。

设备的标准化与模块化生产保障
美焊MWHF系列环缝焊接专机采用标准化与模块化生产模式,重要部件(如焊接电源、送丝机构、传动系统)实现标准化设计与批量生产,确保不同设备之间的部件互换性与性能一致性;同时通过模块化组装,缩短生产周期,保障设备交付时效。设备的关键部件均经过严格的质量检测与老化测试,确保出厂合格率达100%;标准化的生产流程使设备的安装调试时间缩短至2-3天,快速满足客户的生产需求。在某批量采购项目中,客户一次性采购10台MWHF系列设备,所有设备的焊接精度与运行性能保持一致,部件互换无障碍,便于客户进行统一维护与管理,体现了美焊科技标准化生产的质量保障能力。
大直径薄壁环形工件的焊接稳定性
美焊MWHF系列环缝焊接专机针对大直径薄壁环形工件(直径≥2000mm,壁厚≤4mm)的焊接需求,采用柔性支撑与传动机构,确保焊接过程中工件的平稳性与焊接精度。大直径薄壁工件刚性差,易在旋转过程中产生变形与振动,设备的柔性支撑机构通过多点弹性接触,分散工件重量,减少变形;传动系统采用伺服电机与精密齿轮齿条配合,旋转速度均匀,振动幅度≤0.05mm,保障焊接轨迹的精确性。在某大型储罐顶盖环形焊缝焊接中,设备成功完成Φ3000mm、壁厚3mm的不锈钢顶盖焊接,焊接后工件圆度误差≤1mm,焊缝平整无波浪形变形,满足储罐密封性能要求。这种大直径薄壁工件焊接能力,填补了传统焊接设备在该领域的短板,为大型薄壁环形工件制造提供了稳定可靠的自动化解决方案。 设备安装简单,地面固定即可投入使用,无需复杂地基工程。
薄壁环形工件焊接的变形控制
针对薄壁环形工件(壁厚≤3mm)焊接易变形的痛点,美焊MWHF系列环缝焊接专机优化了焊接工艺与设备结构,通过精细控制热输入量与焊接速度,有效减少工件变形,保障尺寸精度。设备采用低热输入焊接技术,降低焊接电流峰值,延长焊接时间,减少高温对薄壁工件的热影响;同时配备柔性夹持夹具,通过弹性接触方式固定工件,避免夹持力过大导致的预变形。在不锈钢薄壁筒体焊接中,该系列设备焊接后的工件圆度误差≤0.5mm,直线度误差≤0.3mm/m,远优于人工焊接的变形控制效果。这种薄壁工件焊接优势,使其在换热器壳体、小型压力容器等薄壁环形工件制造中得到广泛应用,解决了行业内薄壁环缝焊接变形难以控制的技术难题。 定制化风电法兰焊接方案,双焊枪同步作业,效率提升 3 倍。天津热丝堆焊环缝焊机设备制造
预留无损检测接口,可与超声、射线检测设备联动,实现自动检测。浙江热丝堆焊环缝焊机
焊接过程中的弧长自动跟踪功能
美焊MWHF系列环缝焊接专机可选配弧长自动跟踪功能,通过弧压传感与实时反馈调节,自动补偿工件圆度误差、装配偏差导致的弧长波动,确保焊接过程中弧长始终保持稳定,提升焊缝质量一致性。该功能通过检测焊接电弧的电压变化,判断弧长偏差,进而自动调整焊枪高度或工件旋转速度,使钨极与工件表面距离保持恒定,避免因弧长过长导致的未熔合或过短造成的粘钨缺陷。在筒体对接焊接中,当工件圆度误差≤1mm时,弧长自动跟踪功能可实时补偿偏差,焊缝熔深波动控制在±0.1mm以内,较无跟踪功能时的偏差降低60%。这种精细的弧长控制与美焊堆焊设备的弧长自动控制技术异曲同工,均通过实时反馈与动态调整,保障焊接过程的稳定性与焊缝质量。 浙江热丝堆焊环缝焊机
- 河南轨道环缝焊机操作 2026-05-26
- 福建环缝焊机大概价格 2026-05-26
- 河南轨道环缝焊机批发价 2026-05-26
- 重庆热丝堆焊环缝焊机厂家报价 2026-05-26
- 辽宁立式环缝焊机 2026-05-26
- 辽宁自动环缝焊机批量定制 2026-05-25
- 广东热丝堆焊环缝焊机批发价 2026-05-25
- 山东全位置环缝焊机订制价格 2026-05-24
- 浙江全位置环缝焊机批发厂家 2026-05-24
- 辽宁全位置环缝焊机 2026-05-24
- 重庆自动环缝焊机一般多少钱 2026-05-24
- 山东堆焊环缝焊机哪家好 2026-05-24