- 品牌
- 美焊
- 型号
- 齐全
- 控制方式
- 自动
- 作用原理
- 脉冲
- 电源类型
- 直流电源
- 是否数控
- 是
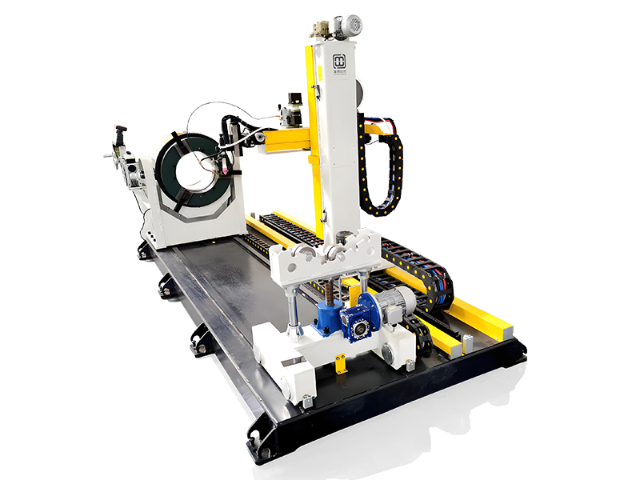
美焊 MWHF 系列环缝焊接专机的循环水冷系统采用高效、稳定的设计,确保设备在长时间焊接中的降温效果。系统配备大容量水箱(容量≥50L),冷却水流量稳定在 3-5L/min,可快速带走焊枪与工件的热量;同时,系统具备水温监测与报警功能,当水温超过 40℃时自动启动降温装置,避免水温过高影响冷却效果;水管路采用高压耐磨软管,接头处密封良好,防止漏水导致的设备故障。在连续 24 小时焊接测试中,该水冷系统始终保持稳定运行,焊枪温度控制在 60℃以下,工件焊接后的变形量≤0.3mm,充分满足长时间批量生产的需求。这种稳定的水冷系统与美焊堆焊设备的强制水冷设计异曲同工,均为设备的支持多层多道焊接,每层厚度 2-3mm,适配厚壁环形工件需求。四川自动环缝焊机供应商
远程监控与数据追溯功能
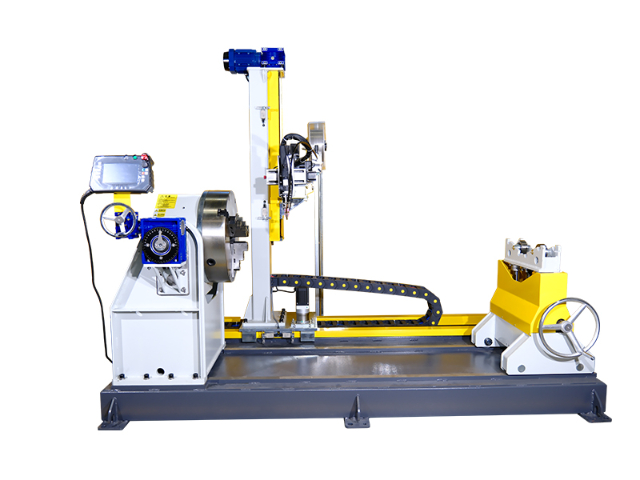
美焊MWHF系列环缝焊接专机可选配远程监控与数据追溯模块,通过工业互联网将设备运行数据实时上传至云端平台,管理人员可通过电脑或手机APP远程查看设备运行状态、焊接参数、生产进度等信息,实现生产过程的可视化管理。设备可自动记录每一条环形焊缝的焊接参数(电流、电压、填丝速度等)、焊接时间、操作人员、工件编号等数据,存储时间长达1年以上,便于产品质量追溯与生产流程优化。当设备出现故障时,远程监控系统可及时推送报警信息,技术人员可远程协助排查问题,减少现场维修等待时间。这种智能化管理功能与美焊堆焊设备的参数存储追溯功能一致,均为现代化生产管理提供了便利,有助于企业提升生产管理效率与产品质量管控水平。 环缝焊机供应商高温 45℃环境稳定运行,控制柜强制散热,冷却能力达 2kW。

焊接后的焊缝自动打磨适配
美焊MWHF系列环缝焊接专机可适配自动焊缝打磨设备,形成“焊接-打磨”一体化作业流程,自动去除焊缝表面的焊渣、飞溅与余高,满足工件后续装配或外观要求。设备的控制系统可与自动打磨设备联动,根据焊接焊缝的位置与尺寸,预设打磨轨迹与打磨力度,焊接完成后自动启动打磨程序,打磨后的焊缝表面粗糙度Ra≤3.2μm,无需人工二次处理。在锅炉筒体对接焊接中,“焊接-打磨”一体化流程使单条焊缝的处理时间缩短50%,且打磨质量均匀,避免了人工打磨中因力度不均导致的焊缝损伤。这种一体化适配能力与美焊堆焊设备的后续加工适配逻辑一致,均能助力客户优化生产流程,减少工序衔接时间,提升整体生产效率。
美焊 MWHF 系列环缝焊接专机具备很大的材质适配性,可精确完成不锈钢、碳钢、钛合金等多种金属材质的环缝焊接作业,覆盖不同行业的材质需求。在碳钢材质的锅炉环形焊缝焊接中,设备通过优化填丝速度与焊接电流,确保焊缝与基材的牢固结合,满足锅炉高温高压工况下的强度要求;在不锈钢换热器的管板环缝焊接中,借助氩气保护与智能化温度控制系统,避免焊缝氧化,保障换热器的耐腐蚀性能;在钛合金压力容器焊接中,设备的低飞溅焊接工艺与严格的保护机制,契合钛合金易氧化、焊接难度高的特性,确保焊缝质量达标。这种多材质适配能力使得该系列设备能够跨行业应用,成为锅炉、换热器、压力容器等行业的通用型环缝焊接解决方案,彰显了美焊科技在焊接工艺适配方面的技术积累。适配 Φ50-500mm 管径,从小型配件到大型法兰均能稳定焊接。

在锅炉行业中,美焊 MWHF 系列环缝焊接专机主要应用于锅炉筒体对接、管板与管束连接等环形焊缝焊接作业,成为锅炉制造过程中的关键装备。锅炉作为高温高压运行设备,对环形焊缝的强度、密封性与耐疲劳性要求极高,传统人工焊接难以稳定满足这些要求,而 MWHF 系列设备通过自动化精细控制,确保焊缝熔深均匀、成型光滑,无未熔合、裂纹等缺陷,经无损检测合格率达 99% 以上。在某 300 吨 / 年锅炉生产项目中,该系列设备替代传统人工焊接,将单台锅炉环形焊缝焊接时间从 8 小时缩短至 2.5 小时,同时减少了 3 名熟练焊工的配置,大幅降低了人工成本与生产周期。此外,设备的氩气保护与水冷系统有效避免了锅炉材质焊接后的变形,保障了锅炉的装配精度,为锅炉的安全稳定运行提供了重要保障。防冻冷却液适配低温环境,避免管路结冰,保障冬季作业。广东全位置环缝焊机供应商
水管路密封设计,防水防漏,循环水冷系统稳定可靠。四川自动环缝焊机供应商
焊接耗材的节约与成本控制
美焊MWHF系列环缝焊接专机通过精细的参数控制与工艺优化,有效节约焊接耗材(焊丝、氩气),降低生产成本。设备的填丝速度与焊接电流精细匹配,避免焊丝过度消耗,相比人工焊接可节约15%-20%的焊丝用量;氩气流量根据焊接工况智能调节,避免常量供应造成的浪费,氩气消耗降低10%以上。在某换热器生产企业的年度统计中,使用该系列设备后,单台设备每年可节约焊丝500kg、氩气80瓶,直接降低耗材成本3万余元。这种成本控制优势与美焊堆焊设备的熔敷效率优化理念一致,均通过技术手段在保障质量的同时降低运行成本,为客户创造更大的经济效益。 四川自动环缝焊机供应商
- 河南轨道环缝焊机操作 2026-05-26
- 福建环缝焊机大概价格 2026-05-26
- 河南轨道环缝焊机批发价 2026-05-26
- 重庆热丝堆焊环缝焊机厂家报价 2026-05-26
- 辽宁立式环缝焊机 2026-05-26
- 辽宁自动环缝焊机批量定制 2026-05-25
- 广东热丝堆焊环缝焊机批发价 2026-05-25
- 山东全位置环缝焊机订制价格 2026-05-24
- 浙江全位置环缝焊机批发厂家 2026-05-24
- 辽宁全位置环缝焊机 2026-05-24
- 重庆自动环缝焊机一般多少钱 2026-05-24
- 山东堆焊环缝焊机哪家好 2026-05-24