- 品牌
- 美焊
- 型号
- 齐全
- 控制方式
- 自动
- 作用原理
- 脉冲
- 电源类型
- 直流电源
- 是否数控
- 是
高压环形焊缝的焊接质量保障
美焊MWHF系列环缝焊接专机针对高压环形焊缝(设计压力≥10MPa)的焊接需求,强化了设备精度与工艺控制,确保焊缝具备足够的强度与密封性,满足高压工况下的使用要求。设备的焊接执行机构定位精度提升至±0.03mm,传动系统旋转精度≤0.05mm,保障焊缝轨迹的精确贴合;填丝焊接工艺采用多层多道焊接方式,每层焊缝厚度控制在2-3mm,通过层间温度控制(≤150℃),减少焊接应力,避免焊缝产生裂纹。在高压容器环形焊缝焊接中,该系列设备焊接的焊缝经水压试验(试验压力为设计压力的1.5倍)无泄漏,焊缝抗拉强度达到基材的90%以上,满足高压设备的安全运行要求。这种高压焊缝适配能力,彰显了美焊科技在焊接装备领域的技术实力,为高压装备制造提供了可靠保障。 水管路密封设计,防水防漏,循环水冷系统稳定可靠。福建自动环缝焊机一般多少钱

多道环形焊缝的连续焊接能力
美焊MWHF系列环缝焊接专机具备多道环形焊缝连续焊接功能,通过预设焊接程序与轨迹规划,可自动完成同一工件上多个环形焊缝的连续焊接,无需操作人员中途干预,大幅提升生产效率。设备支持焊缝顺序设定、焊接参数分段调整,针对不同位置的环形焊缝(如筒体上下端对接缝、管板多圈环缝),可分别设定对应的焊接电流、填丝速度与氩气流量,确保每一道焊缝的质量达标。在换热器管板焊接中,设备可连续完成10圈以上的环形焊缝焊接,单块管板焊接时间较人工缩短80%,且焊缝间距均匀,避免了人工焊接中因频繁调整导致的焊缝偏移。这种连续焊接能力特别适用于批量生产中的复杂环形工件,减少了设备停机与参数调整时间,助力企业实现高效规模化生产。 河南氩弧焊环缝焊机大概价格小直径 Φ50mm 环形工件精确焊接,定位精确 ±0.03mm。

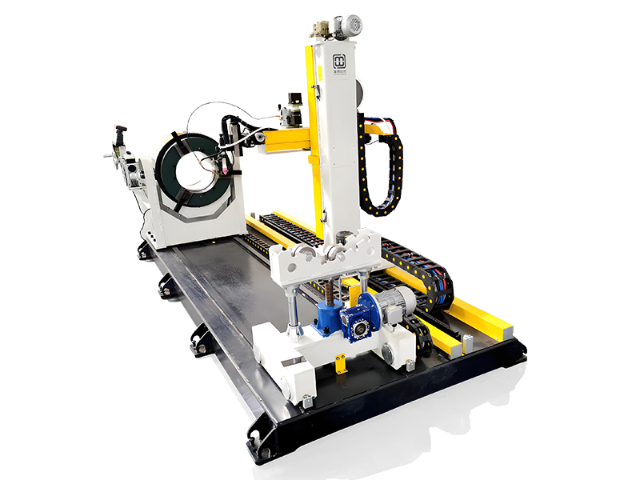
美焊 MWHF 系列环缝焊接专机以 “个性定制、款式多样” 为重要特点,可根据客户的具体工件规格、焊接工艺要求进行针对性设计与改造,适配不同尺寸、不同结构的环形工件焊接需求。例如针对小直径环形工件(如 Φ50mm-Φ200mm),设备可配置小型化焊接执行机构与精确定位夹具,确保焊接轨迹的精确贴合;针对大直径、重型环形工件(如 Φ1000mm 以上,重量≥5 吨),则可升级重载型变位机与稳定传动系统,保障焊接过程中工件的平稳旋转。此外,设备还可根据客户的生产流程,定制化集成上下料机构、焊缝检测模块等配套组件,形成完整的自动化生产单元。这种定制化能力与美焊立式 / 卧式堆焊设备的一对一定制服务一致,均以客户实际需求为中心,提供灵活适配的解决方案,满足不同企业的个性化生产需求。
美焊 MWHF 系列环缝焊接专机的氩气保护系统采用精细化控制设计,可根据焊接材质、焊缝尺寸灵活调整氩气流量与保护范围,确保焊接区域的有效保护。设备的氩气流量调节范围为 5-25L/min,支持预通气与滞后通气功能,焊接启动前提 3-5 秒输送氩气,排出焊接区域的空气;焊接结束后延迟 5-8 秒关闭氩气,避免高温焊缝与空气接触产生氧化。针对钛合金等对保护要求极高的材质,设备还可升级双路氩气保护系统,分别对焊缝正面与背面进行保护,进一步提升焊缝质量。在不锈钢环形焊缝焊接中,精细化的氩气保护控制使得焊缝表面光滑无氧化色,耐腐蚀性测试达标,避免了因保护不当导致的焊缝返修,降低了生产成本。弧长自动跟踪功能补偿偏差,焊缝熔深波动≤±0.1mm,质量稳定。

大直径薄壁环形工件的焊接稳定性
美焊MWHF系列环缝焊接专机针对大直径薄壁环形工件(直径≥2000mm,壁厚≤4mm)的焊接需求,采用柔性支撑与传动机构,确保焊接过程中工件的平稳性与焊接精度。大直径薄壁工件刚性差,易在旋转过程中产生变形与振动,设备的柔性支撑机构通过多点弹性接触,分散工件重量,减少变形;传动系统采用伺服电机与精密齿轮齿条配合,旋转速度均匀,振动幅度≤0.05mm,保障焊接轨迹的精确性。在某大型储罐顶盖环形焊缝焊接中,设备成功完成Φ3000mm、壁厚3mm的不锈钢顶盖焊接,焊接后工件圆度误差≤1mm,焊缝平整无波浪形变形,满足储罐密封性能要求。这种大直径薄壁工件焊接能力,填补了传统焊接设备在该领域的短板,为大型薄壁环形工件制造提供了稳定可靠的自动化解决方案。 层间温度控制≤150℃,减少焊接应力,避免厚壁焊缝裂纹。河南氩弧焊环缝焊机大概价格
美焊 MWHF 系列环缝焊接专机支持 - 10℃~45℃宽温域运行,适配复杂环境作业。福建自动环缝焊机一般多少钱
焊接过程中的弧长自动跟踪功能
美焊MWHF系列环缝焊接专机可选配弧长自动跟踪功能,通过弧压传感与实时反馈调节,自动补偿工件圆度误差、装配偏差导致的弧长波动,确保焊接过程中弧长始终保持稳定,提升焊缝质量一致性。该功能通过检测焊接电弧的电压变化,判断弧长偏差,进而自动调整焊枪高度或工件旋转速度,使钨极与工件表面距离保持恒定,避免因弧长过长导致的未熔合或过短造成的粘钨缺陷。在筒体对接焊接中,当工件圆度误差≤1mm时,弧长自动跟踪功能可实时补偿偏差,焊缝熔深波动控制在±0.1mm以内,较无跟踪功能时的偏差降低60%。这种精细的弧长控制与美焊堆焊设备的弧长自动控制技术异曲同工,均通过实时反馈与动态调整,保障焊接过程的稳定性与焊缝质量。 福建自动环缝焊机一般多少钱
- 河南轨道环缝焊机操作 2026-05-26
- 福建环缝焊机大概价格 2026-05-26
- 河南轨道环缝焊机批发价 2026-05-26
- 重庆热丝堆焊环缝焊机厂家报价 2026-05-26
- 辽宁立式环缝焊机 2026-05-26
- 辽宁自动环缝焊机批量定制 2026-05-25
- 广东热丝堆焊环缝焊机批发价 2026-05-25
- 山东全位置环缝焊机订制价格 2026-05-24
- 浙江全位置环缝焊机批发厂家 2026-05-24
- 辽宁全位置环缝焊机 2026-05-24
- 重庆自动环缝焊机一般多少钱 2026-05-24
- 山东堆焊环缝焊机哪家好 2026-05-24