- 品牌
- 高速、大片、切割片、单轨、双轨、密栅、多组栅
- 型号
- 大片HXE-CHJ1800-ZQ(产能1800片/小时)
- 额定功率
- 15000
- 额定电压
- 380
- 额定频率
- 50
- 工作温度范围
- 120~300
- 重量
- 2000
- 产地
- 广东省深圳市
- 厂家
- 红海新
- 外形尺寸
- 6000mmX2000mmX1750mm
- 产能
- 1300 1500 1800 2000 2600 3000
- 平均功耗
- 小于10KW
- 适用片源规格
- 158mm、166mm、182mm、210mm、125mm
- 适用栅线
- 2BB~9BB、10BB、 11BB、12BB~20BB
- 焊带规格
- 宽0.6~1.2mm,厚0.08~0.23mm 或圆丝
- 碎片率
- ≤0.15%
- 拉带及焊带定位
- 双拉带机械手、结果式焊带定位
- 池片盒供应能力
- 1200片
- 串焊方式
- 红外+压网(伺服马达控制)
- 灯管寿命
- >10000小时
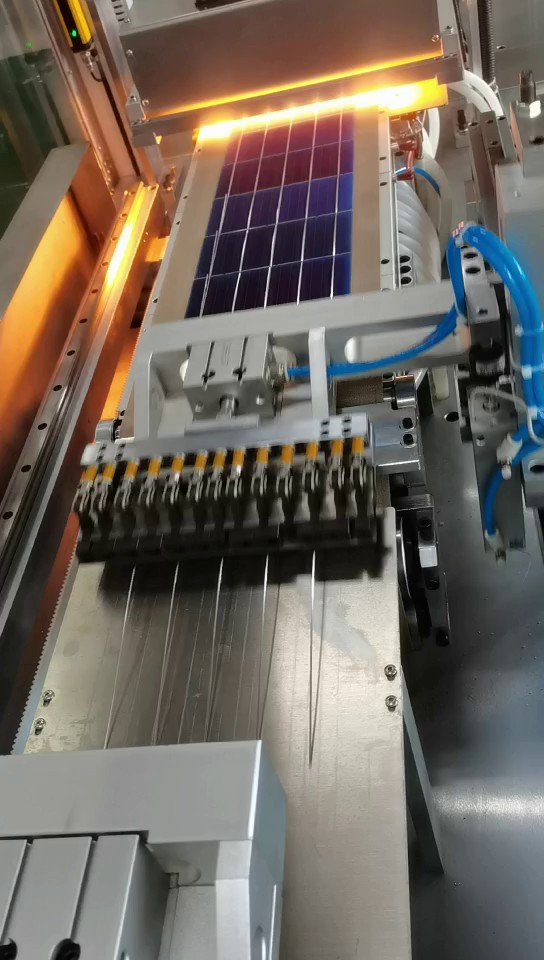
太阳能电池片自动串焊机的焊带拉出机构设计说明。①焊带拉出机构是由焊带夹爪、夹爪升降机构、焊带拉出轴等部分组成;②焊带夹爪是用来夹紧焊带,是焊带随着夹爪一起运动的装置;③夹爪升降机构是用来将夹爪进行一个上升及下降的动作,以方便焊带的夹取和放下;焊带拉出轴是用来安置焊带夹爪和夹爪升降机构,并带着他们一起运动,拉出焊带。为提高串焊机的产能,拉带机械手采用双拉带的模式,就是节省焊带的供带时间。二个拉带机械手同时交叉工作。158电池片6栅或以下大片串焊机红海新提供改造,兼容可焊166/182/210电池片的9栅/10栅/11栅/12栅的电池片。河南组件串焊机生产
串焊机
自动串焊机串焊好的太阳能电池串实现自动转送装置中,龙门机械手由水平及升降组件组成。水平位移组件包括水平滑轨、滑动设置于滑轨上的水平滑块以及驱动平滑块沿平滑轨滑动的水平滑移动力源,水平滑轨靠两端处还各设有分别用于对水平滑块进行减震和限位的减震器和限位组件。升降位移组件包括固定于滑块上的气缸、固定于滑块上的滑套、穿设于滑套中的滑杆,滑杆的滑移方向与气缸的伸缩杆运动方向相一致,且在气缸的伸缩杆末端和滑杆的末端均与一吸盘组件固定相连,滑杆的顶端和底端还分别设有与滑套的两端面配合限位的限位部。 山东二手串焊机图片太阳能电池片自动串焊机的焊带输出装置有哪些装置组成?

随着光伏产业快的发展,我国光伏串焊机已经实现国产化,且实现技术创新,国内企业在海外市场具有一定影响力。光伏串焊机是光伏组件的主要设备,用于电池片的组装中。太阳能电池片的单片电压在0.5V,远低于实际使用所需要的电压,因此需要串联或者并联,再封装成为光伏组件。受益于光伏产业的快的发展,光伏串焊机应用需求攀升,行业发展前景较好。受益于政策支持,我国光伏产业快的发展,近几年我国光伏组件产量持续攀升,在2021年达到180GW。我国是光伏组件生产大国,组件产量占据全球的95%以上,预计随着海外光伏产业快的发展,我国光伏组件产量持续攀升。根据新思界产业研究中之心发布的《2022-2027年国内光伏串焊机行业应用市场需求及开拓机会研究报告》显示,受光伏电池快的更迭,光伏串焊机技术革新速度较快,目前光伏串焊机整体技术趋于多栅式,但随着N型电池实现商业化,得到规模化应用,则光伏串焊机技术需要进行更新。由此看出,全球光伏串焊机市场存在大量无效设备,未来替换和新增市场需求庞大,进而推动光伏串焊机市场规模持续攀升。在2021年全球光伏串焊机市场规模约为29亿元,预计到2025年增长到80亿元以上。
太阳能电池片自动串焊机的原材料适应性。①单晶硅、多晶硅电池片。电池片厚度要求不小于180微米。②切割片没切割的两边外形或完整片与银浆线平行的两边外形与银浆线的平行度及对称度直接关系焊后焊带与银浆线平行度及对称度,所以焊时所用切割片或完整片要根据自身要求来选用。以免影响焊后焊带与银浆线的覆盖率及焊带与银浆线平行度及对称度。③焊带:材质:镀锡扁平铜带。宽度或厚度以焊效果为准,宽度~,厚度~(一般适应性为宽度越小厚度要求越大,反之亦然,特殊除外)。卷轴包装,轴心直径16~20mm,1~5Kg/卷(如有特殊规格的焊带以试机结果为准)。④助焊剂:机用低固体残留免清洗助焊剂(实际以焊效果为准,因为电池片及焊带等材料的特性以及组件的要求有匹配性)。以上如可以适应更广范围,以试机结果为主。 太阳能电池片自动串焊机中焊台底板温度及焊灯的温度在PLC上是用什么方法来监控管理?

一种太阳能电池片自动串焊机的组件串分剪机构解决现有的电池片在进行分割时,是气缸通过螺丝连接输出的后端端,气缸运行发生晃动螺丝断裂,进而导致气缸位置偏移的问题。结构为:左侧输送带和三号驱动电机,电机通过螺丝栓接于左侧输送带处,右侧位置处设置有运送带,内部位置处设置有切断导向板,左端位置处设置有切断下刀,通过螺置处设置有支撑架,通过螺丝栓接于气缸处,包括固定架、框架、固定模块,气缸的环形表面位置处设置有框架,前后端在位于中间位置处设有固定模块,一体成型于框架处,气缸的底端位置处设置有切断上刀,通过联轴器连接于气缸处,上刀的底侧位置处设置有滚珠螺杆,左端位置处设置有二号驱动电机,通过联轴器连接于滚珠螺杆处,右侧位置处设置有右侧输送带,前端在位于左侧位置处设置有一号驱动电机,通过螺丝栓接于右侧输送带处,上方位置处设置有皮带。 一种带有辅助除尘装置的自动串焊机,有哪些优势?贵州哪里有串焊机生产
太阳能电池片自动串焊机的电池片自动转台送料机,料盒结构有什么特点?河南组件串焊机生产
太阳能电池片自动串焊机的后面9个主要动作简要说明。⑨放片气缸下降,将电池片吸取起来,并随取片轴移动将电池片放置到焊的传送皮带上。⑩传送皮带将每次运行一定距离,将电池片运送至焊位置。⑪当电池片压住开始拉到设定头带位置的焊带时,焊带夹爪松开,焊带夹爪前去再次拉取焊带,焊带经过剪断之后,被拉到设定中间带位置。再次焊带放置在头一片电池片上。重复⑤~⑩的动作直至电池片压住开始拉到设定中间带位置的焊带。⑫焊带夹爪松开,后退同时传送皮带动作,灯具下降到焊高度,开始焊。⑬焊完成后,灯具抬起,传送皮带将电池片向后传送一个位置,等待下一个电池片的到来。⑭重复以上的全部的动作,直到尾片跟尾带完成,整串电池片焊也就完成。串与串之间的头尾带到串分剪机构以后,会剪切分离形成。⑮焊完成的电池串被搬送机构搬送到电池串取串位置,取料平衡杆气缸下降,吸住电池片后上升,旋转电机旋转将电池串翻面。⑯水平移动向后动作,使电池出料平衡杆移动到取料平衡杆的上方,出料气缸下降,使出料平衡杆上的吸盘吸住电池串,此时取料平衡杆上的真空电阀动作,释放电池串。出料气缸上升到设位置确定置。⑰水平移动向前动作,使出料平衡杆移动到收料盘上方。 河南组件串焊机生产
深圳市红海新机电设备有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及客户,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是很好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市红海新机电设备供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
- 广西17栅焊片机 2024-06-13
- 海口串焊机 2024-06-13
- 贵州附近串焊机实时价格 2024-06-12
- 156半片串片机制作厂家 2024-06-12
- 156半片串片机改造 2024-06-01
- 天津红外串焊机制造商 2024-06-01
- 四川单晶光伏板串焊机联系方式 2024-06-01
- 折叠包太阳能板串焊机生产原理 2024-06-01
- 浙江光伏串焊机焊接原理 2024-05-31
- 云南本地串焊机工厂 2024-05-31
- 3栅焊机厂家 2024-05-31
- 湖北密栅串焊机市场报价 2024-05-31



