- 品牌
- 切割片、密栅片、小组件、小板、滴胶板、PET层压板
- 型号
- 小片HXE-3600-ZQ(产能3600片/小时)
- 额定功率
- 15000
- 额定电压
- 380
- 额定频率
- 50
- 工作温度范围
- 120~300
- 重量
- 2000
- 产地
- 广东省深圳市
- 厂家
- 红海新
- 外形尺寸
- 3440mmX1540mmX1750mm
- 产能
- 3600(产能更高可以订制多排)
- 平均功耗
- 小于10KW
- 适用片源规格
- 125mm、158mm、166mm、182mm、210mm
- 适用栅线
- 2BB~9BB、10BB、 11BB、12BB~20BB选栅
- 焊带规格
- 宽0.6~1.6mm,厚0.08~0.16mm
- 碎片率
- ≤0.15%
- 拉带及焊带定位
- 翻转U形拉带机械手前置拉直机构
- 池片盒供应能力
- 4组料盒(每组有3~6个料盒)
- 串焊方式
- 红外+压网(伺服马达控制) 灯管寿命>10000小时
- 可焊片宽
- 4~52mm
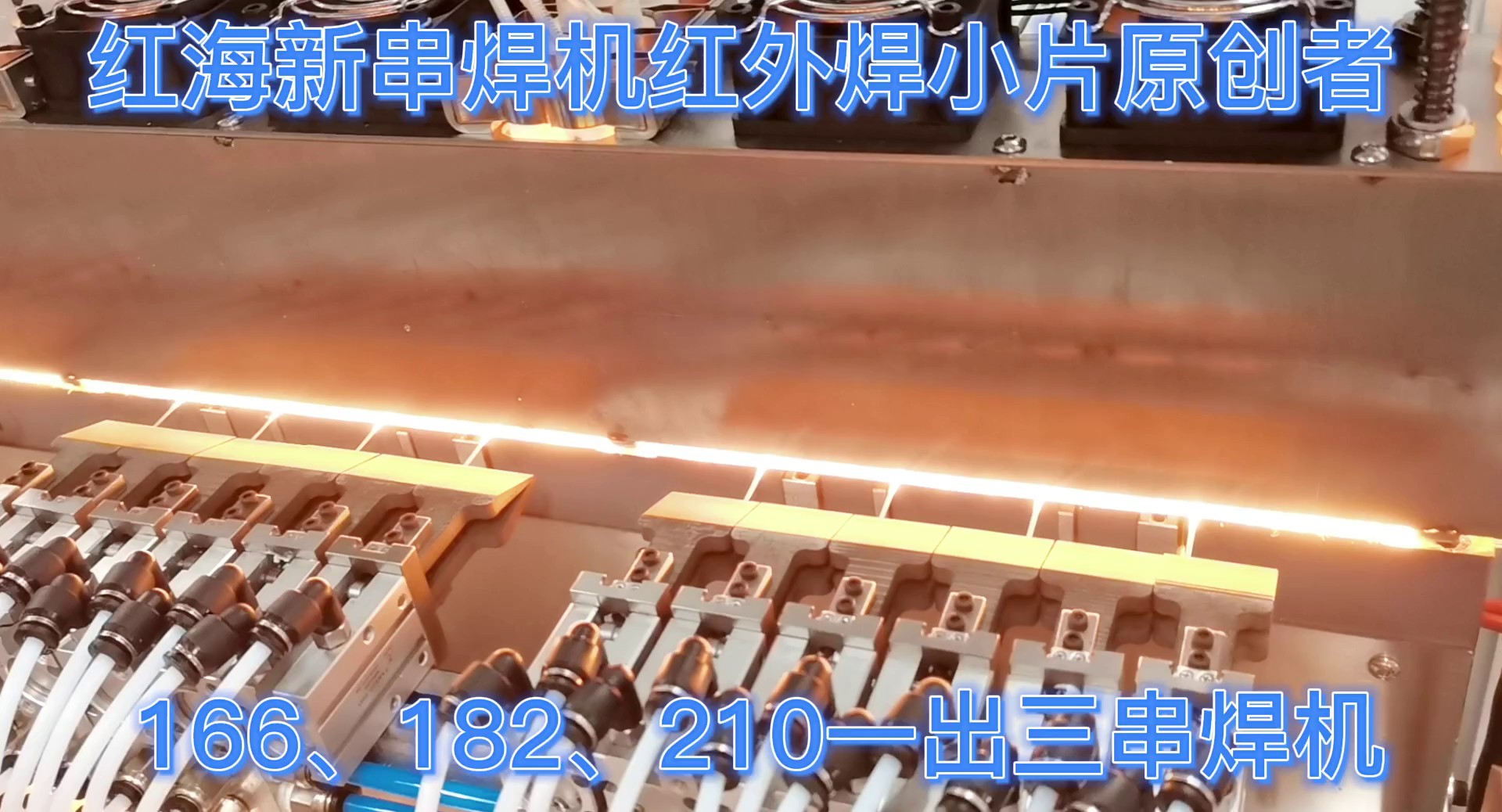
在当今的工业生产中,红外线串焊技术已成为一种重要的加工方法。作为一种集成了红外线照射和热传导技术的工艺,红外线串焊能够提供高质量、效率高的串焊效果,被广泛应用于电子、汽车、医学等各个行业。在此背景下,我们引入了一种新型的红外线灯箱,该灯箱通过优化设计,可显著提高红外串焊的效果和生产效率。如图1所示,我们的实用新型红外线灯箱1在拆除箱体一侧壁后,呈现出一个独特的设计。每根红外线灯12均与一个管控器14相连,以便对每根灯进行单独管控。这种设计理念的好处在于,它可以确保每根红外线灯12均工作在预定的状态,从而避免了虚焊和过焊的问题,提高了串焊质量。在我们的实用新型红外线灯箱1中,加热段121的设计也进行了改进。背离出射窗口10a的一侧表面,我们涂覆了一层遮光材料层或反光材料层。这种设计可以有用地提高红外光的利用率,从而提高串焊效率。当红外光线从加热段121的表面射出时,它不会被箱体10的顶端方向反射,而是被遮光材料层或反光材料层吸收并重新利用,这无疑会增加串焊过程中的效率。通过采用这种新型的红外线灯箱,我们可以实现更效高、更高质量的红外串焊效果。这种灯箱的设计理念创新、实用,能够适应各种复杂的串焊需求。小巧机身,小片红外串焊机节省空间。吉林光伏层压板小片串焊机焊接原理
小片红外串焊机
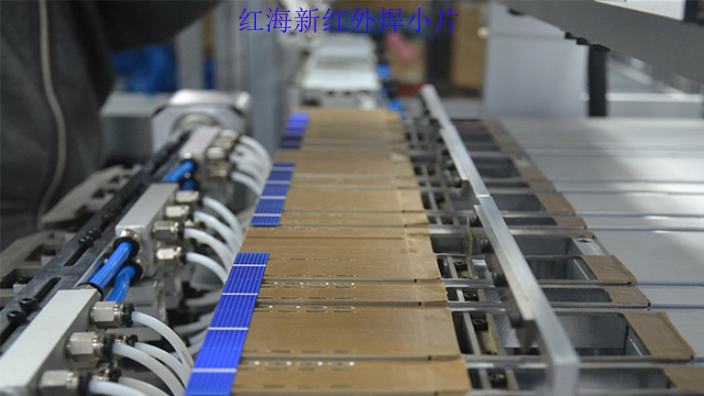
小片红外串焊机放片机械手,助力效率高电池片生产!在新能源时代,电池片的生产效率和质量是关键。小片红外串焊机放片机械手,专为解决这一难题而设计,让生产更加效率高、准确。这款放片机械手采用先进的技术,通过参数驱动和数据输入,可实现准确的定位和移动。无论是取料位还是放料位,都能轻松到达,大提高了生产效率。操作简单,一学就会。左侧的按钮可手动驱动,也可配合参数驱动。向上双箭头按键可向后移动,向下双箭头按键可向前移动,满足各种生产需求。放片气缸下降按键可切换上升,轻松控制吸盘组上下移动,实现电池片的准确取放。放片真空打开按键可切换关闭,控制吸嘴的电磁阀开关,保持电池片的稳定吸附。小片红外串焊机放片机械手,让电池片生产更加智能化,为新能源事业贡献力量!太阳能板小片串焊机图片个性化设定,小片红外串焊机满足多样需求。

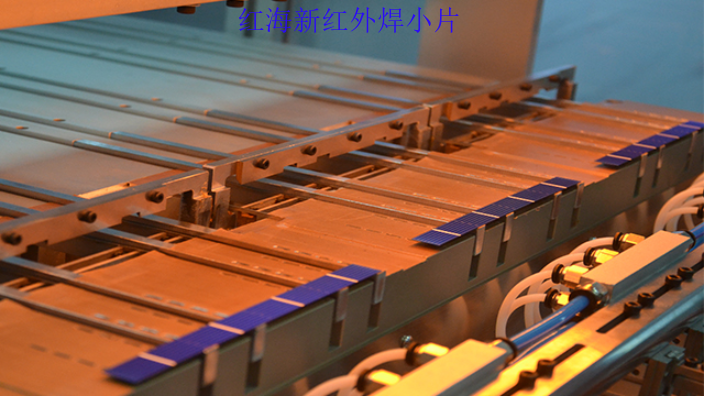
太阳能电池片串焊装置,用于承载太阳能电池片和焊带的焊台以及用于与焊台配合将焊带压紧于太阳能电池片上的焊带压紧机构,焊带压紧机构包括悬设于焊台上方的线架、若干条由线架相应固定和张紧的丝线以及用于驱动线架和焊台两者中的一个相对另一个直线往复移动的驱动模块,丝线位于焊台的上方的部分形成抵压部,焊带压紧机构还包括至少一块与线架相对固定并悬设丝线的上方的限位件,在丝线抵压于焊带上时,限位件抵挡住丝线的抵压部将抵压部分隔为至少两段分别抵压焊带的抵压段。
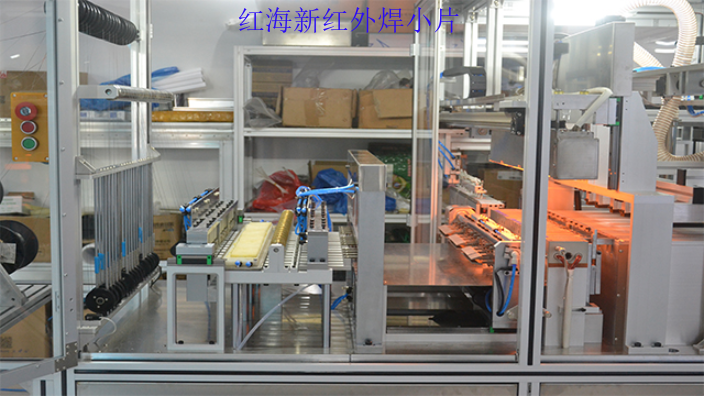
红海新的小片红外串焊机,是一款效率高的焊接设备,专为电子、光伏、汽车、家具等行业设计。其作业速度惊人,长度78MM以下的单栅电池片6片可达3600片/小时。电池片尺寸也可定制,宽度3mm~焊带方向的尺寸,可焊更小尺寸以调机结果为准。电池片破片率小于等于0.03%,焊接温度从室温到400度可调,灯管寿命超过10000小时。此外,该设备的操作方式为PLC触摸屏操作,外形尺寸为长3440mmX宽1540mmX高1800mm,重量为1500KG。红海新的小片红外串焊机,为您提高生产效率、降低成本,创造更多商业机会!如有需求,请随时联系我们,我们将为您提供良好的服务!小片红外串焊机,操作界面直观,易学易用。
小片红外串焊机操作画面说明三:首先,我们要关注的是“串焊总串数”。这个功能显示了当前串焊的累计总串数。在进行串焊过程中,我们可以清晰地看到实时的串焊串数。如果需要清零,我们只需在框中输入数值“0”即可。紧接着是“放片总数”。这个功能显示了当前放片的累计总数。同样,如果需要清零,我们只需在框中输入数值“0”即可。接下来是“串切计数”功能。这个功能中的“/”后框中显示了当前推荐的电池片到分切模具前的累计传送步数。“/”前的框中的数值则是当前所传送的步数。通过这个功能,我们可以对电池片的传送过程进行精细操控,确保生产过程的顺利进行。而“串切设置”功能则可以帮助我们更灵活地改变电池片传送的步数。在“/”前的框中输入新的数值,按“确认”即可生效。“串切计数”值中的“/”后框中的数值也会相应改变。“出料串数”功能则可以帮助我们设置想要出料的总串数。“/”前的框中的数值是当前实际的出料串数。通过这个功能,我们可以更好地操控产品的输出数量,从而实现生产效率的提高。此外,“焊台温度”功能也是我们关注的地方。在“/”后框中的数值是显示设置的温度,“/”前的框中的数值则是当前的实际温度。焊接过程稳定,小片红外串焊机功不可没。汕头新型小片串焊机
小片红外串焊机,长寿命,投资回报丰厚。吉林光伏层压板小片串焊机焊接原理
小片红外串焊机的拉带轴,是拉带机构中翻转U轴所装在能前后移动的那个机构。它拥有八个位置,包括等待位、取带位、放带位、放尾带位、拉带位、拉尾带位、拉带长度后撤位和卸带位。这个拉带轴的操作非常简单,只需通过左侧的按钮和数据输入框进行手动驱动。向左双箭头按键是顺着复位时马达向前即靠焊台方向的寸动,向右双箭头按键是马达向后即远离焊台方向的寸动,即复位时马达向前的反方向。数据输入框可以配合参数设置,输入不同的数据可以驱动马达到达相应的位置。这款小片红外串焊机的拉带轴,功能强大,操作简单,是你理想的选择。吉林光伏层压板小片串焊机焊接原理
- 三亚小片串焊机 2024-10-18
- 云南小片串焊机进货价 2024-10-18
- 广东特殊小片串焊机生产 2024-10-18
- 室外草坪灯太阳能板小片串焊机优化价格 2024-10-18
- 吉林太阳能玻璃层压板小片串焊机 2024-10-17
- 福建光伏小片串焊机品牌排行榜 2024-10-17
- 河北本地小片串焊机视频 2024-10-17
- 太阳能板小片串焊机生产商 2024-10-17
- 河北太阳能滴胶板小片串焊机产地 2024-10-14
- 贵州太阳能小片串焊机生产原理 2024-10-13
- 浙江单晶光伏板小片串焊机产地 2024-10-12
- 江苏信号灯光伏板小片串焊机产地 2024-10-12