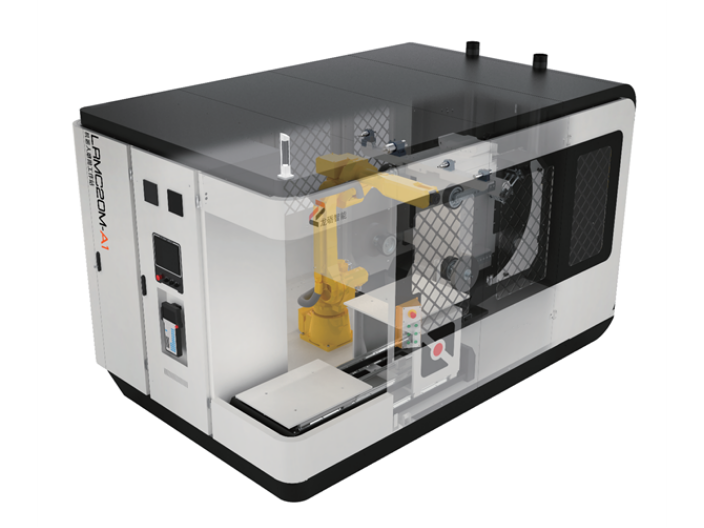
去毛刺机大致有哪几方面构成?1、可调弹簧式限位机构。去毛刺机本体的一个工作循环分为快进、工进、快退3个阶段,各阶段动作的完成由设在动力头上的可调弹簧式限位机构进行控制并切换实现。可调弹簧式限位机构安装在切削装置传动机构上,随传动机构一起移动,并且压力可调、倒角工进星可调。可调弹簧式限位机构可保证同一种规格棒材倒角的大小一致且可保证去毛刺机快进、工进、快退之间的顺利、可靠切换。2、切削装置(动力头)。切削装置分为旋转机构和移动机构。刀具和刀片安装在旋转机构上实现棒材的倒角;移动机构保证旋转机构完成快进、工进、快退整个倒角过程,而且移动机构在专门用导轨上运动,很好地保证了旋转机构在移动过程中中心线的准确性。3、夹紧定位机构。夹紧定位机构可保证棒材端部在去毛刺机运作过程中置前端,由上夹块和下夹块组成。上夹块为上下润动式,由液压系统控制动作,下夹块根据棒材规格不同可进行更换,并且结构为自动定位快换方式,以便于操作。去毛刺机本休设备由切削装置(动力头)、可调弹簧式限位机构、夹紧定位机构、浮动支撑机构和缓冲机构组成。所有机构的动作均通过液压系统和PLC控制系统自动完成。人工去毛刺这个是铝合金压铸厂较传统的普遍采用的方式。去毛刺自动机经销商
机械零件加工方法大致可分为去除材料加工、变形加工、附加加工等。在各种加工中,与所要求的形状、尺寸不符的、在被加工零件上派生出的多余部分即为毛刺。毛刺的产生随加工方法的不同而变化。根据加工方法的不同毛刺大致可分为:铸造毛刺:在铸模的接缝处或浇口根部产生的多余材料,毛刺的大小一般用毫米表示。锻造毛刺:在金属模的接缝处,由于锻压材料的塑性变形而产生的。电焊、气焊毛刺:电焊毛刺,是焊缝处的填料凸出于零件表面上的毛刺;气焊毛刺,是瓦斯切断时从切口溢出的熔渣。去毛刺自动设备供应商前一刀具生成的毛刺可以被后一刀具除掉,能够在控制毛刺生成的同时改善加工质量。

去毛刺机怎样维护?许多运用多年去毛刺机的朋友都会觉得作用就不如曾经好了,其实这也在于人工保护技巧,只要对去毛刺机保护保养到位,那么无论是在安稳性还是加工精度上都会有较好的表现,一定要根绝人为操作损坏,要养成对机床的保养习气。虽然不用像电火花慢走丝那么麻烦,也不需要那么高的本钱去保护,可是养成了习气,将去毛刺机的保护保养变成潜意识行为的话,这对去毛刺机的运用寿数及加工功率有所延伸和提升。除正常的坚持规整和光滑以外,还有必要用心保护如下几个部位:1、控制台(柜)搬动时要轻拿轻放,油污的手不要插拔接触插件或键盘。2、导轮和轴承,为保护导轮和轴承的寿数,也应当把过于浑浊的冷却液换掉,如电火花中走丝机床短时间不开要无水让导轮转几十秒钟,使导轮和导轮套间的那些脏水甩出来,注入少数机油后在转几十秒,使缝隙内的机油和污物甩出来,在注入少数机油,以使导轮和轴承常处于较洁净的情况。
去毛刺机也许我们大家都还是不陌生的,这是因为现在我们的身边抛光已经成为了基本的工作了,不管是什么样的产品,什么样的工厂,抛光很多时候都是至重要的,同时也是至基本的一项工作了。抛光不只是对于技术层面的要求是很高的,同时对于整个环境的要求也是很高的,所以我们想要达到一个很好的抛光的效果的话,那么需要做的工作也是很多的,比如说我们首先需要有的一个技术很好的抛光师傅,这也是所有的抛光工作成功的至关键的因素了,很多的工厂里面其实就是缺少了这样的一位师傅,所以抛光工作一直很难有什么突破。以前的时候我们如果是想要进行抛光的话说实话还是比较困难的,因为抛光是属于一门工艺,不是我们随便—个人或者是随便的一个技术就可以完成的。毛刺形态与尺寸主要取决于工件的材质及其端部的支承刚度、刀具几何形状、冷却液的使用等多重因素。

长件去毛刺机倒角质量的控制对于细长件(即长与宽之比较大的零件)在按常规方法进行去毛刺机倒角时由于钢板受热变形往往会出现上拱和翘曲,操作稍不注意就会碰到割嘴,影响去毛刺机倒角的顺利进行。容易造成熄火或撞弯、撞断割炬等事故。带孔零件去毛刺机倒角质量的控制带孔零件在进行去毛刺机倒角时,应先将零件的内孔去毛刺机倒角出来,再去毛刺机倒角零件的周边,这样有利于保证内孔及周边的尺寸精度。如穿孔得当可减少清理割’的时间,提高工作效率,另外内孔的直径也可进一步缩小,而板厚则可适当增大。当内孔直径小于板厚时,不宜穿孔去毛刺机倒角,孔径应由机械加工而成。去毛刺刀具和刀片安装在旋转机构上实现棒材的倒角。去毛刺自动设备供应商
去毛刺机作业时工作人员须带手套。去毛刺自动机经销商
当板厚超过120mm时不宜穿孔去毛刺机倒角,如内孔直径较大,可在相应位置采用机械加工方法钻p20mm的去毛刺机倒角孔,然后再进行内孔去毛刺机倒角。穿孔时,在穿孔的过程中,注意调节速度和氧气控制阀,使熔渣大致与割嘴成40度方向飞出。为减少预热时间应适当加大预热氧、(中厚板更应如此),选择合理的穿孔点,观察钢板预热处的变化,当达到去毛刺机倒角温度时(即燃点),打开去毛刺机倒角氧控制阀,将速度适当增加直至全部打开去毛刺机倒角氧控制阀,即可完成穿孔动作。去毛刺自动机经销商
杭州龙砺智能科技有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。公司是一家有限责任公司(自然)企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供高品质的产品。以满足顾客要求为己任;以顾客永远满意为标准;以保持行业优先为目标,提供高品质的打磨,抛光,去毛刺,自动化打磨。龙砺智能将以真诚的服务、创新的理念、高品质的产品,为彼此赢得全新的未来!