能量利用效率能量利用效率是衡量等离子体粉末球化设备经济性的重要指标之一。提高能量利用效率可以降低生产成本,减少能源消耗。能量利用效率受到多种因素的影响,如等离子体功率、送粉速率、冷却方式等。为了提高能量利用效率,需要优化设备的结构和运行参数,减少能量损失。例如,采用高效的等离子体发生器和冷却系统,合理控制送粉速率和等离子体功率等。自动化控制技术自动化控制技术可以提高等离子体粉末球化设备的生产效率和产品质量稳定性。通过采用先进的传感器、控制器和执行器,实现对设备运行参数的实时监测和自动调节。例如,可以根据粉末的球化效果自动调整等离子体功率、送粉速率和冷却速度等参数,保证产品质量的一致性。同时,自动化控制技术还可以实现设备的远程监控和操作,提高生产管理的效率。该设备的操作界面友好,便于用户进行实时监控。平顶山高效等离子体粉末球化设备方案
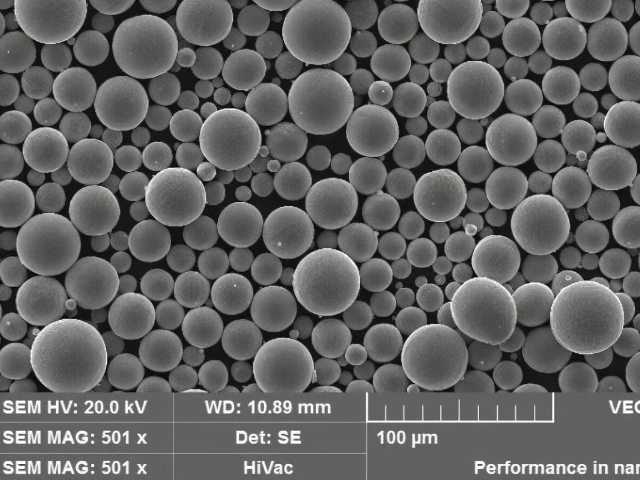
等离子体炬作为能量源,其功率范围覆盖15kW至200kW,频率2.5-7MHz,可产生直径50-200mm的稳定等离子体焰流。球化室配备热电偶实时监测温度,确保温度梯度维持在10⁴-10⁵K/m。送粉系统采用螺旋进给或气动输送,载气流量0.5-25L/min,送粉速率1-50g/min,通过调节参数可控制粉末熔融程度。急冷系统采用水冷或液氮冷却,冷却速率达10⁶K/s,确保球形度≥98%。设备采用多级温控策略:等离子体炬温度通过功率调节(28-200kW)与气体配比(Ar/He/H₂)协同控制;球化室温度由热电偶反馈至PID控制器,实现±10℃精度;急冷系统采用闭环水冷循环,冷却水流量2-10L/min。例如,在制备钨粉时,通过优化等离子体功率至45kW、氩气流量25L/min,可将粉末氧含量降至0.08%,球形度达98.3%。武汉技术等离子体粉末球化设备设备的冷却系统设计合理,确保粉末快速冷却成型。
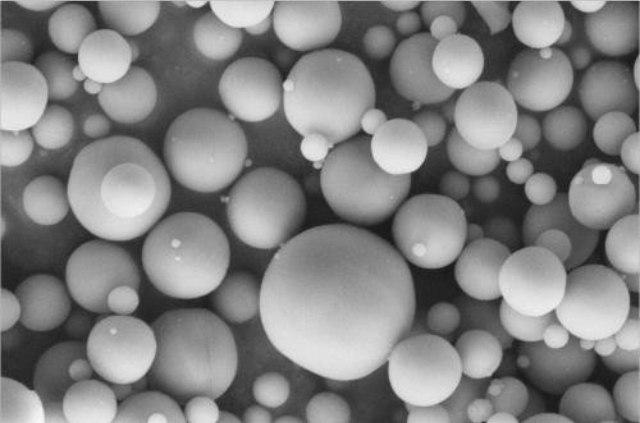
粉末表面改性与功能化通过调节等离子体气氛(如添加氮气、氢气),可在球化过程中实现粉末表面氮化、碳化或包覆处理。例如,在氧化铝粉末表面形成5nm厚的氮化铝层,提升其导热性能。12.多尺度粉末处理能力设备可同时处理微米级和纳米级粉末。通过分级进料技术,将大颗粒(50μm)和小颗粒(50nm)分别注入不同等离子体区域,实现多尺度粉末的同步球化。13.成本效益分析尽管设备初期投资较高,但长期运行成本低。以钨粉为例,球化后粉末利用率提高15%,3D打印废料减少30%,综合成本降低25%。
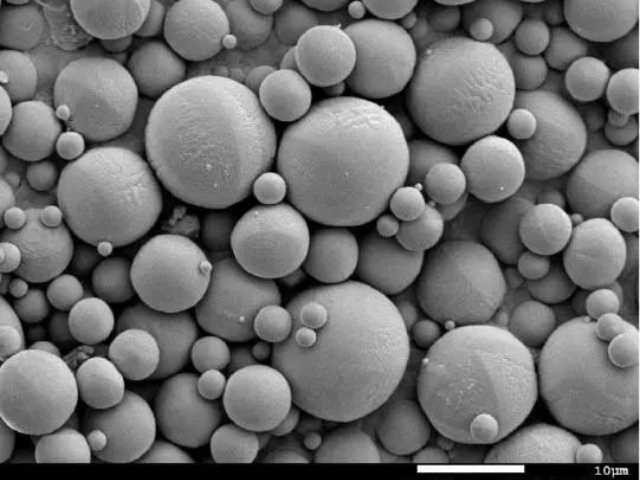
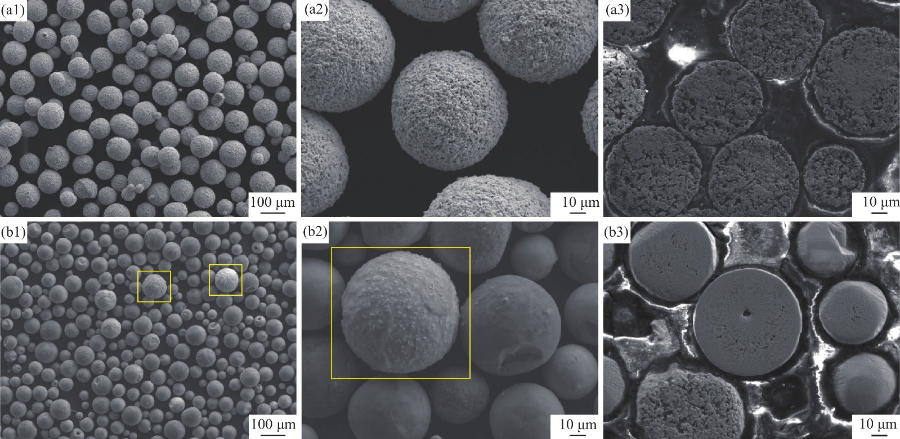
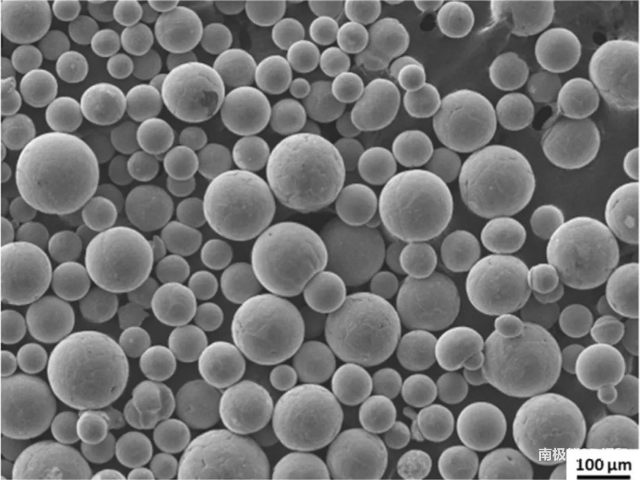
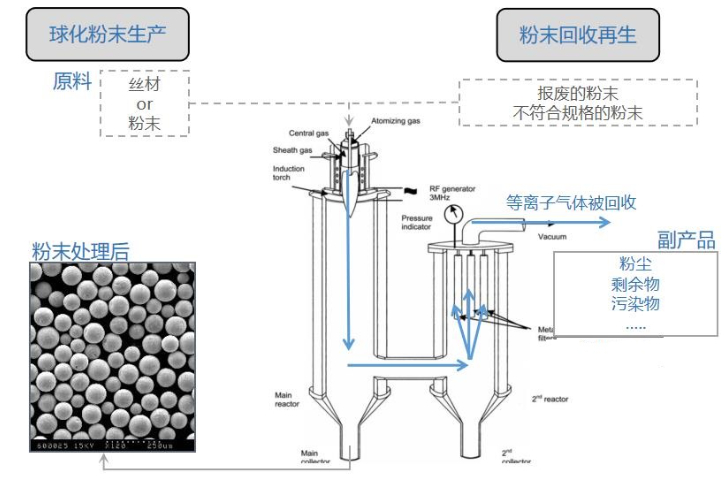
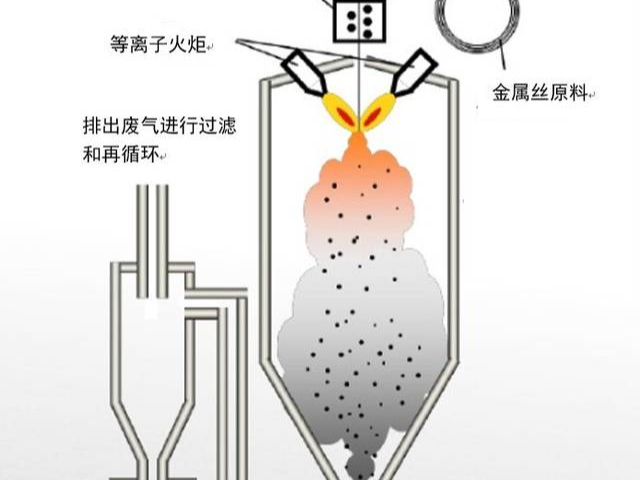
等离子体粉末球化设备基于高温等离子体的物理化学特性,通过以下技术路径实现粉末颗粒的球形化:等离子体生成与维持:设备利用高频感应线圈或射频电源激发工作气体(如氩气、氢气混合气体),形成稳定的高温等离子体炬,其**温度可达10,000 K以上,具备高焓值和能量密度。粉末输送与加热:待处理粉末通过载气(如氩气)输送至等离子体高温区。粉末颗粒在极短时间内吸收等离子体辐射、对流及传导的热量,表面或整体熔融为液态。表面张力驱动球形化:熔融态粉末在表面张力作用下自发收缩为球形液滴,此过程由等离子体的高温梯度加速,确保液滴形态快速稳定。骤冷凝固:球形液滴脱离等离子体后,进入急冷室或热交换器,在毫秒级时间内冷却固化,形成高球形度、低缺陷的粉末颗粒。粉末收集与尾气处理:球形粉末通过旋风分离器或粉末收集系统回收,尾气经除尘、净化后排放,确保工艺环保性。通过球化,粉末的比表面积减小,有利于后续加工。
等离子体炉通过气体放电或高频电磁场将工作气体(如氩气、氮气、氢气等)电离,形成高温等离子体(温度可达5000℃至数万摄氏度)。等离子体中的电子、离子和中性粒子通过碰撞传递能量,实现对物料的加热、熔融或表面处理。根据等离子体产生方式,可分为电弧等离子体炉、射频等离子体炉和微波等离子体炉。2.结构组成等离子体发生器:**部件,通过电弧、射频或微波激发气体电离。炉体:耐高温材料(如石墨、氧化铝)制成,分为真空型和常压型。电源系统:提供电弧放电或高频电磁场能量,电压和频率根据工艺需求调节。气体供给系统:控制工作气体的流量和成分,部分工艺需混合多种气体。冷却系统:防止炉体和电极过热,通常采用水冷或风冷。控制系统:监测温度、压力、气体流量等参数,实现自动化控制。3.关键技术参数温度范围:5000℃至数万摄氏度(取决于等离子体类型和功率)。功率密度:可达10⁶W/cm³以上,远高于传统热源。气氛控制:可实现真空、惰性气体、还原性气体或氧化性气体环境。加热速率:升温速度快,适合快速烧结或熔融。设备的操作稳定性高,确保生产过程的连续性。长沙稳定等离子体粉末球化设备技术
设备的维护简单,降低了企业的运营成本。平顶山高效等离子体粉末球化设备方案
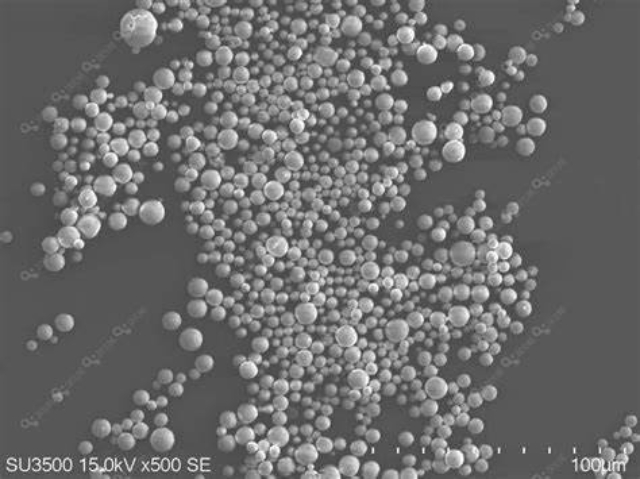
设备配备三级气体净化系统:一级过滤采用旋风分离器去除大颗粒,二级过滤使用超细滤布(孔径≤1μm),三级过滤通过分子筛吸附有害气体。工作气体(Ar/He)纯度≥99.999%,循环利用率达85%。例如,在射频等离子体球化钛粉时,通过优化气体配比(Ar:H₂=95:5),可将粉末碳含量控制在0.03%以下。采用PLC+工业计算机双冗余控制,实现工艺参数实时监控与调整。系统集成温度、压力、流量等200+传感器,具备故障自诊断与应急处理功能。例如,当等离子体电流异常时,系统可在50ms内切断电源并启动氮气吹扫。操作界面支持中文/英文双语,工艺参数可存储1000+组配方。平顶山高效等离子体粉末球化设备方案