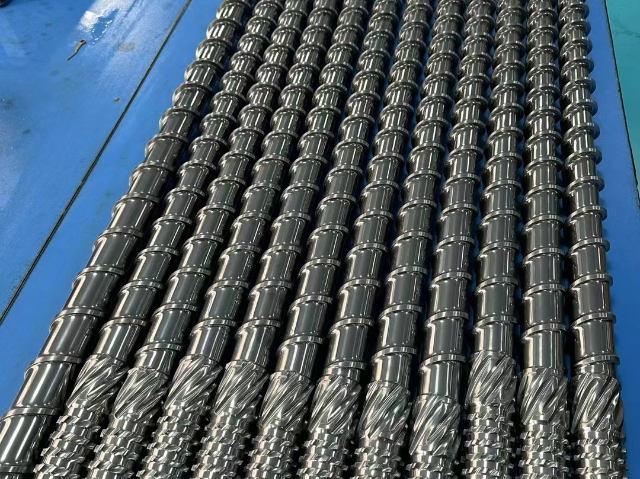
热喷涂与堆焊(ThermalSpraying)将熔融或半熔融状态的材料喷射到基体表面。等离子喷涂:用于航空航天发动机叶片,提供耐高温、抗高压的特种陶瓷涂层。超音速火焰喷涂(HVOF):制备高结合强度、低孔隙率的耐磨涂层。涂装技术(Painting&Coating)粉末喷涂(PowderCoating/喷塑):使用固体粉末涂料,通过静电吸附后加热固化。无溶剂、零VOCs排放,粉末利用率高,是目前家电、建材和汽车零部件的优先环保工艺。电泳涂装(E-coating):利用电场使带电涂料粒子沉积,泳透力好,常用于汽车车身底漆,防腐性能较好。机械与物理处理喷砂/抛丸:清理表面氧化皮,增加表面粗糙度以提高后续涂层附着力。PVD/CVD(物理/化学气相沉积):在真空环境下沉积薄膜,用于刀具(TiN涂层)、半导体器件及一些装饰件,硬度极高且美观。矿山机械零件经氮化铬铝表面处理,耐磨抗岩石磨损,降低更换成本。浙江医疗器械氮化铬铝氮碳化钛TiCN
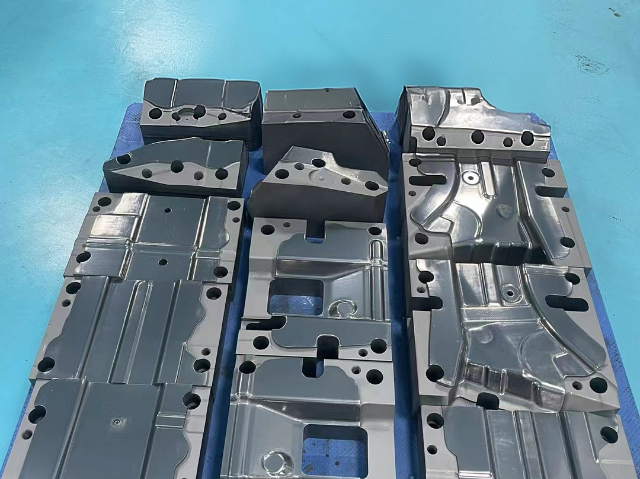
模具表面处理是通过物理、化学或复合方法改变模具表面成分、组织或性能的技术,旨在提升模具的耐磨性、耐腐蚀性、抗疲劳性及使用寿命,同时降低摩擦系数、改善脱模性能,是模具制造中提升性能、降低成本的关键环节。以下从处理目的、常见方法、应用场景及选型原则四个方面进行详细说明:一、处理目的提升耐磨性:模具在长期使用过程中,表面会受到磨损,导致尺寸超差、表面拉毛等问题。表面处理可以形成高硬度的保护层,显著提高模具的耐磨性。增强耐腐蚀性:模具在接触腐蚀性介质(如塑料中的分解气体、冷却液等)时,表面容易发生腐蚀,影响模具的使用寿命。表面处理可以形成致密的氧化膜或涂层,有效抵抗腐蚀。提高抗疲劳性:模具在反复承受交变应力时,表面容易产生疲劳裂纹,导致模具失效。表面处理可以引入残余压应力,细化表面晶粒,提高模具的抗疲劳性能。改善脱模性能:模具表面粗糙度过高或存在粘附物时,会影响制品的脱模,导致生产效率下降。表面处理可以降低模具表面粗糙度,减少粘附力,提高脱模效率。山西氮化铬铝专业的氮化铬铝表面处理,结合等离子技术,提升材料表面活性。

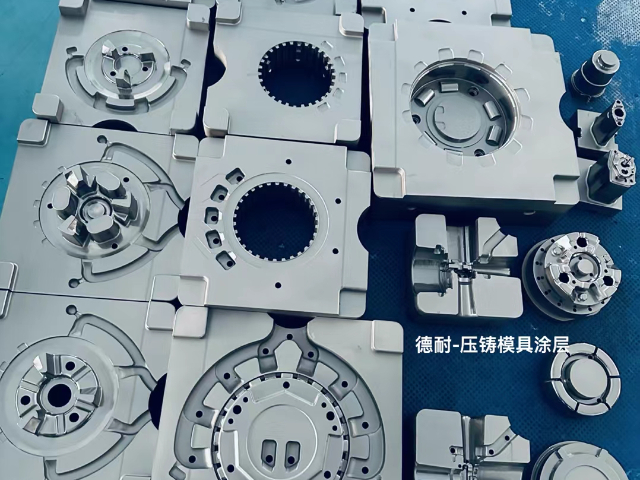
选型原则工况适配:根据模具的实际使用环境(如温度、压力、介质等)和失效形式(如磨损、腐蚀、疲劳等)选择合适的表面处理方法。基材匹配:不同模具钢材的适配性不同,如渗硼要求碳含量>0.4%,已淬火的精密模具需选低温工艺(如渗氮、PVD)以避免基体软化。成本平衡:综合考虑处理成本、模具寿命提升带来的经济效益以及生产效率的提升等因素,选择性价比高的表面处理方法。复合协同:单一工艺难以兼顾多重需求时,可采用复合处理工艺。如“渗氮+PVD”可先渗氮形成支撑层,再PVD形成超硬薄膜,结合力与承载能力更强;“激光淬火+渗氮”可先强化关键区域,再整体渗氮,实现梯度强化,寿命比单一工艺延长2-3倍。
表面覆盖层这是直观、应用广的一类,通过物理或化学方式在工件表面覆盖一层新材料。电化学法:电镀:在电解质溶液中,以工件为阴极,通电后使金属离子在其表面沉积形成镀层,如镀锌、镀铬、镀镍等,能防锈、装饰或提高导电性。阳极氧化:主要用于铝及铝合金,通过电化学作用在表面生成一层致密的氧化铝(Al₂O₃)膜,极大提高耐磨性和耐腐蚀性,还可染色。化学方法:化学镀:无需外接电源,通过溶液中的化学反应在工件表面沉积金属层,如化学镀镍,能在复杂形状工件上形成均匀镀层。磷化/钝化:通过化学反应在金属表面形成转化膜(如磷酸盐膜),常用作涂装的底层或防锈。热加工法:热喷涂:将金属或非金属材料加热熔化,用高速气流雾化并喷射到工件表面形成涂层。超音速火焰喷涂正在成为替代传统电镀铬的环保选择。堆焊:在工件表面熔敷一层耐磨、耐蚀的合金层。真空法:物相沉积(PVD):在真空中将材料气化并沉积在工件表面,形成薄膜。例如,我们常说的真空电镀就是其中一种,能做出仿金属的效果,环保性好。化学气相沉积(CVD):通过气态物质在工件表面发生化学反应,生成固态沉积层。电子产品散热部件经氮化铬铝处理,耐磨又增强散热,保障设备运行。
涂层后处理:锦上添花涂层后并非完美无瑕,尤其PVD工艺可能会在表面留下微小的“液滴”瑕疵-4。后处理就是为了解决这些问题。抛光与去缺陷(如湿喷砂/毛刷抛光):对涂层后的表面进行轻微抛光,可以去除PVD留下的“液滴”,让表面更光滑。实验表明,抛光后的钻头排屑槽,其摩擦系数为未抛光品的25%,排屑更顺畅,切削热更少-4。消除应力:喷砂处理还能在涂层表面引入有益的压应力,抵消涂层内部原有的拉应力,能减少微裂纹,还能让涂层本身变得更硬、更耐磨-10。💡 总结与建议总的来说,刀具表面处理已形成一个完整的工艺链:预处理(如湿喷砂、ESC珩磨)解决的是“结合得牢、刃口不崩”的问题;涂层(PVD/CVD)解决的是“表面够硬、耐热耐磨”的问题;后处理(如抛光、湿喷砂)解决的是“摩擦更小、应力更优”的问题。这三个环节环环相扣,共同决定了刀具的性能。氮化铬铝表面处理后的刀具,切削性能更优,能应对各种高硬度材料的加工。江苏医疗器械氮化铬铝氮化铬铝
先进的氮化铬铝表面处理工艺,多阶段复合处理,优化表面性能。浙江医疗器械氮化铬铝氮碳化钛TiCN
化学处理利用化学或电化学反应,在材料表面形成一层化合物(转化膜)或金属/合金镀层,以改变表面性能。阳极氧化:主要应用于铝及铝合金。通过电化学在表面生成一层氧化膜,可提高硬度、耐腐蚀性并可染色。电镀:利用电解原理,在零件表面沉积一层其他金属或合金(如镀锌、镀铬、镀镍),起防锈、装饰或提高导电性等作用。化学镀:不使用电流,通过还原剂在表面沉积镀层,其特点是镀层均匀,特别适合形状复杂的零件。发黑/发蓝:通过化学处理在钢铁表面生成一层氧化膜,常用于精密件的防护与装饰。钝化/转化膜处理:通过化学处理(如铬化、磷化)在金属表面形成一层化合物膜,主要提高耐蚀性和涂层附着力。浙江医疗器械氮化铬铝氮碳化钛TiCN
马鞍山德耐纳米科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在安徽省等地区的精细化学品行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**马鞍山德耐纳米科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!