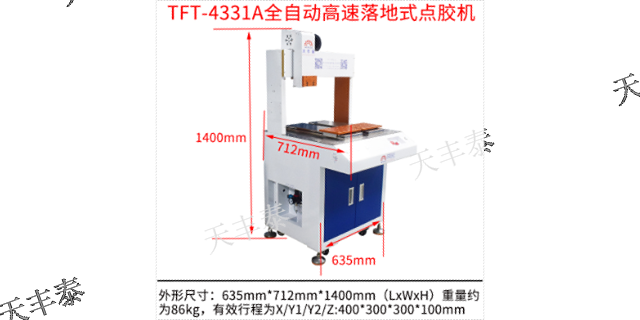
使用的胶水基本特性:a)是什么胶水,单组份还是双组份(AB胶),b)如果是双组份,AB胶的重量比是多少。c)胶水的粘度和密度,d)胶水大约多久时间开始固化,完全固化时间,e)胶水如何包装,2、灌胶工艺需要达到的要求a)灌胶精度要求如何,每个产品用胶量多少,b)胶水是用来灌封,黏贴,绝缘,防潮,点滴,c)要求如何实现灌一般分类:(1)简易式灌胶机,组成比较简单,两个料桶,一个气缸,通过气体的压力将胶压出来混合,一般比例大致为1:1,主要应用于一些低端的,对灌胶工艺要求不是太严格的产品。(2)半自动型灌胶机,此类灌胶机可实现于胶水各种比例自动配比,但此类型的灌胶机不带运动控制平台,直接将胶注入要灌的产品中,一般适用于LED节能灯,电源。(3)自动灌胶机,此类灌胶机不但可实现胶水的多种比例自动混合,可实现1:1---10:1比例区间混合灌胶作业要求,并且带有运动控制平台,可走直线,或三维路径,其中以走三维路径的较为方便,一般通过电脑控制,适用于各种类型的产品。欢迎来电咨询!环氧树脂灌封胶有哪些特点?贵州多功能灌胶机
灌胶机清洗事项:1.请与胶水供应商承认胶水清洁剂。2.封闭AB料桶底部阀门。3.操作设备出胶,将残留在胶阀,高压铁氟龙管,AB泵内部的胶水打出,可调查胶阀出胶口胶量改变,判断内部胶水已排空。4.封闭设备总电源。5.拆开料桶底部胶管,翻开阀门,将料桶剩余胶水排出。6.封闭料桶底部阀门,将适量清洁剂倒入料桶,将桶壁与桶底剩余的胶水彻底清洁洁净。7.翻开料桶底部阀门,将污水排出,料桶不行有残渣。8.拆下AB泵,将泵内部胶水整理洁净(需受过拆装泵练习人员操作此项)。9.将洁净AB泵装回原位,与料桶胶管从头接上。10.替换高压铁氟龙管。11.倒入新胶水。12.敞开设备,点动出胶3~5分钟,承认胶水出胶正常。13.从头分配AB胶水比例。全自动灌胶机怎么样灌胶机,它主要是采用触摸式中文操作界面,易学易懂按需配比,实现边混合边灌胶,比较大限度节约胶水。
双液灌胶机是双组份胶水自动混合及自动定量控制灌胶设备,该设备主要体现在能适用于不同的双组份比例(如:1:1-10:1双液环氧树脂、双液聚氨酯、双液硅橡胶等二液性树脂材料),采用PLC进行控制,由步进马达控制精确的比例泵配比计量,确保树脂与固化剂的混合质量,具有明显的高性能优势,可靠耐用,设计精简,适用于多规格的产品。配备友好型操作软件,确保系统稳定可靠。不少客户在运用灌胶机打产品时,因为技术不一样,也许在打别的某类商品时需替换胶水,不一样品种的胶水混合在一起,会起化学反应,会引起胶水中毒,致使灌出的商品达不到质量需求。所以在替换胶水时一定要做好清洁工作,下面由我们天丰泰灌胶机厂家做一下介绍:灌胶机清洗事项1.请与胶水供应商承认胶水清洁剂。2.封闭AB料桶底部阀门。3.操作设备出胶,将残留在胶阀,高压铁氟龙管,AB泵内部的胶水打出,可调查胶阀出胶口胶量改变,判断内部胶水已排空。4.封闭设备总电源。欢迎来电咨询!
灌胶机配置的泵体一、齿轮泵应用于无填料、有腐蚀性、粘度小于20000CPS的胶水两个尺寸相同的齿轮在一个紧密配合的壳体内相互啮合旋转,这个壳体的内部类似“8”字形,两个齿轮装在里面,齿轮的外径及两侧与壳体紧密配合。来自于储料桶的物料在吸入口进入两个齿轮中间,并充满这一空间,随着齿的旋转沿壳体运动,在两齿啮合时排出。二、螺杆泵应用于有沉淀(含部分填充物)、腐蚀性不高、粘度小于30000CPS的胶水。螺杆泵是按迥转啮合容积式原理工作。螺杆泵主要工作部件是偏心螺杆(转子)和固定的衬套(定子)。由于该两部件的特殊几何开头分别形成单独的密封容腔。介质由轴向均匀推行流动。内部流速低,容积保持不变。螺杆泵压力稳定,因而不会产生涡流和搅动。它的比较大特点是对介质的适应性强、流量平稳、压力脉动小、自吸能力高,这是其它任何泵种所不能替代的,而且在后期维护方面,螺杆泵只需更换定子(螺杆护套),这降低了成本。三、柱塞泵一种双缸计量柱塞泵及其计量方法,该装置包括电机、泵头、滚珠丝杆、传动齿轮、感应开关、底板,电机与传动齿轮连接,两根滚珠丝杆一侧固定在底板上的泵头固定板上,另一侧与传动齿轮连接,在每个滚珠丝杆上均设有一个柱塞杆。灌胶机采用先进的控制系统,能够精确控制胶水的注入量和速度。

灌胶机是一种自动化机器,设计用于控制产品上或产品内的液体以及滴落、涂覆和灌封液体,属于点胶设备系列之一。一般来说,胶量少的产品使用点胶机,胶量大的产品则需要灌胶机。下面便介绍关于使用的几个步骤。1、将设备连接至220V电源并打开电源开关,然后进行充电。检查压力表(左侧)和电压表(指示220伏左右)是否工作正常。调节气压计(面板左侧)上的旋钮,将压力设置为。2、目前A:B速比=。检查A泵速比与B泵速比是否成正比。如果不同厂家的胶水配比不同,则应重新计算,测试气动阀是否工作正常。3、加胶有两种方法,一是通过A桶和B桶的注胶口加胶,先打开注胶盖,手动分别向A桶和B桶注胶。注射后盖后,拧紧注胶盖,进入下一次真空操作。二是用真空泵吸胶。先关闭A、B桶吸胶阀,关闭注胶盖,关闭干燥剂处阀门,打开A、B桶上方的A阀门、B阀门,连接真空泵,关闭A桶和B桶上方的A阀门和B阀门,将A桶的吸料管放入A桶中,将B桶的吸料管放入B桶中。不要放错,并打开吸胶口阀门。 灌胶机可以精确控制胶水的喷洒量和喷洒位置,确保涂覆均匀、精细。全自动灌胶机怎么样
灌胶机可以实现胶水的连续注入,提高生产效率。贵州多功能灌胶机
伺服电机灌胶的一般工艺过程1,常温下,预装配电机绕组与特氟龙治具;2,将装配体送入烘箱进行预烘,一般设定温度110°-120°,时间1-2小时;预烘的作用是使特氟龙治具与定子绕组紧密配合,这样灌胶过程中胶水不会溢出3,胶水预处理,这个因胶水而异;通常需要对主剂进行适当的加热处理以降低粘度,提高胶水的流动性,还有必不可少的环节是对胶水做脱泡处理——有利于终灌胶效果4,推荐采用真空灌胶机进行灌注作业,配合合适的灌注工艺,可以实现胶水完全充填,解剖无气孔5,真空灌胶机作业,一般2-3轮灌注即可以达至灌胶质量要求,灌封真空腔的真空度需要能低至10mbar6,完成灌胶后,将产品放入烘箱,烘箱温度设定在约80°(具体加热要求视胶水而不同)欢迎来电咨询!贵州多功能灌胶机