
在批量作业效率上,设备匹配汽车行业产能需求:通过与汽车生产线 MES 系统联动,实现铸件自动上料(对接机械臂)、清理、下料的无缝衔接,单台设备日均处理汽车大型铸件 80-120 台套,较人工(日均 15-20 台套)效率提升 5-6 倍;针对车架纵梁的批量焊接飞边清理,设备采用双工位交替作业设计,一...
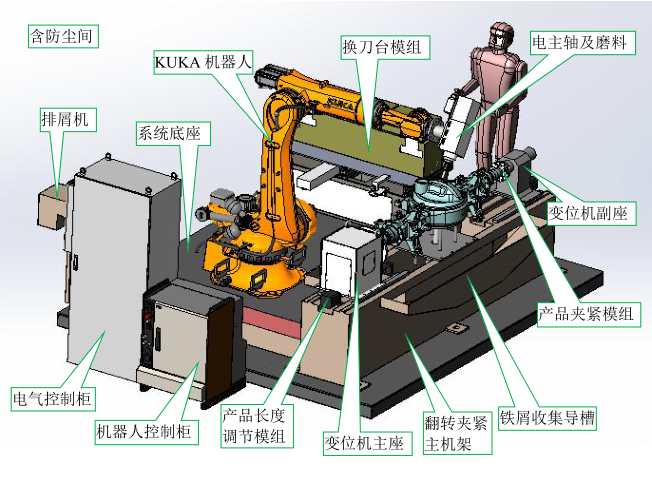
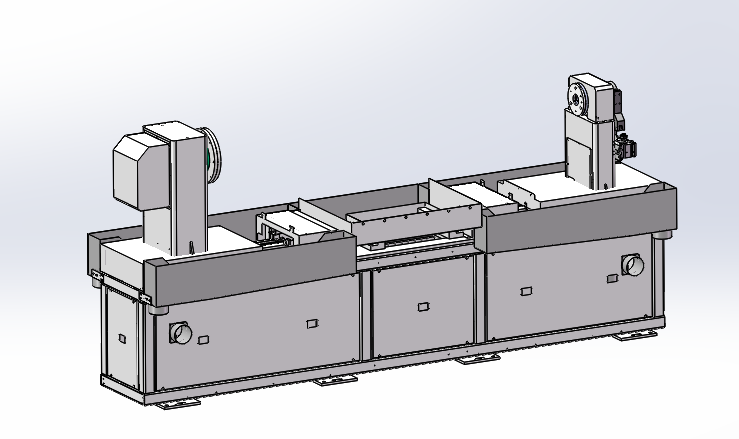
大型铸件去毛刺设备基本参数
- 品牌
- ABB,发那科,库卡,新时达
- 型号
- LXD-KR210-R2700-S-1A-1-7Q-D
- 电压
- 380
- 加工定制
- 是
- 外形尺寸
- 4000*3500*3500
- 重量
- 10000
- 用途
- 去毛刺
- 产地
- 广东
- 厂家
- 广东利迅达机器人系统股份有限公司
大型铸件去毛刺设备企业商机
大型铸件去毛刺设备的低损伤工艺,针对风电轮毂(直径 3-6 米,曲面轮廓度要求≤0.1mm)、塔筒法兰(密封面 Ra≤1.6μm)、主轴箱体(深腔尺寸公差 ±0.05mm)等高精度需求场景,在去除毛刺的同时杜绝精度损耗。工艺适配层面,针对不同精度敏感部位定制清理方案:处理风电轮毂异形曲面时,采用激光清洗模块(能量密度控制在 0.5-1J/cm²),激光束只作用于 0.02-0.5mm 的微小毛刺,热影响区深度≤0.01mm,避免高温导致曲面变形,保障轮廓度达标;清理塔筒法兰密封面时,启用柔性磨头(弹性聚氨酯材质)配合 50N 以下的自适应压力,打磨轨迹贴合密封面平面度要求,防止磨头压力不均造成的局部凹陷,确保密封面平整度误差≤0.03mm;对于主轴箱体深腔(深度 2-3 米,孔径公差 ±0.05mm),采用低压高压水射流(压力 300-400MPa)+ 细长柔性喷嘴,水流冲蚀腔壁毛刺,不冲击腔壁本体,避免孔径扩大或内壁划伤。大型铸件去毛刺设备为大型铸件生产提供高效方案。浙江常见大型铸件去毛刺设备牌子
大型铸件去毛刺设备
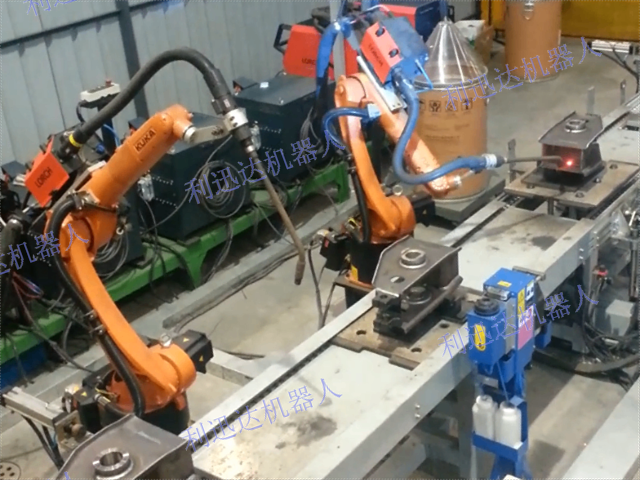
在清理速度上,人工依赖角磨机、气铲等工具,每秒只能处理0.01-0.02㎡表面,且面对直径超10mm的浇冒口毛刺,需反复打磨10-15分钟;设备的高压水射流系统(300-800MPa)每秒处理面积达0.5-1.2㎡,切割粗大毛刺只需20-30秒,单台铸件清理时间压缩至1-2小时,效率较人工提升8-12倍。同时,人工清理易因疲劳导致毛刺残留,需2-3次返工检查,而设备通过实时表面检测(Ra值同步反馈),一次清理合格率达99%,避免返工耗时。此外,人工清理需多人协作(3-5人/台铸件),且受体力限制每日只能处理1-2台;设备可实现24小时连续自动化作业,搭配自动上料/下料装置,无需人工转运,单台设备日均处理量达20-30台套,相当于20-30名人工的日工作量。同时,设备可与重型机械生产线MES系统联动,清理参数自动调取、流程无缝衔接,省去人工调试(需1-2小时/台)与单据交接时间,进一步打通效率堵点,彻底解决人工去毛刺“慢、繁、累”的问题。中国台湾国内大型铸件去毛刺设备咨询问价大型铸件去毛刺设备降低企业环保处理成本。

大型铸件去毛刺设备的环保低损伤工艺,专为重型机械领域铸件(多为耐磨钢、球墨铸铁材质,需保障结构强度与表面精度)设计,在高效除刺的同时实现双重保护。环保工艺层面,设备构建全流程绿色作业体系:负压吸尘系统升级为分级过滤结构,针对去毛刺产生的金属碎屑(如动臂清理时的耐磨钢渣)回收率达 95% 以上,碎屑经磁选分离后可回炉再利用,降低原材料浪费;高压水射流模块配备闭环水循环系统,通过多介质过滤(石英砂 + 活性炭)去除水中金属杂质,实现 80% 以上的水资源回用,避免废水排放污染;激光清洗单元搭载低温等离子过滤装置,无粉尘、无化学药剂残留,且设备整体采用降噪封装设计,作业噪音控制在 85 分贝以下,符合工业车间环保标准。
耗材成本方面,设备实现资源高效利用:人工依赖角磨机砂轮、气铲铲头,1 台轮毂清理需消耗 5-8 片砂轮(单价 20 元 / 片)、2-3 个铲头(单价 50 元 / 个),耗材成本约 250 元;设备高压水射流采用闭环水循环(回用率 85%),单台轮毂耗水成本只 20 元,激光清洗模块寿命达 10000 小时以上(年均更换 1 次,成本分摊至单台约 50 元),耗材成本较人工降低 72%。返工与材料浪费成本减少:人工清理精度低,风电法兰密封面毛刺残留率超 15%,返工 1 次需额外投入 300 元 / 台,且易因过度打磨损耗铸件材质(每台浪费材料成本约 100 元);设备依托智能监控,一次清理合格率达 99%,返工率降至 1% 以下,每年可减少数万元返工与材料浪费成本,尤其适配风电铸件高价值材质(球墨铸铁单价约 5000 元 / 吨)的保护需求。大型铸件去毛刺设备具备柔性化适配多种铸件能力。
工艺配备实时精度校验环节:每完成一个区域清理,3D 视觉检测系统立即采集数据 —— 如扫描主轴箱深腔时,比对实际孔径与设计值,若发现因水流冲击导致的 0.02mm 偏差,立即切换至低压模式二次修正;检测风电轮毂曲面时,通过点云对比判断是否存在局部变形,确保轮廓度始终控制在≤0.1mm。这种低损伤工艺彻底解决传统人工清理(易因打磨过度导致法兰密封面精度超差 15%、轮毂曲面变形 0.2mm 以上)的问题,使大型铸件去毛刺后精度达标率稳定在 99% 以上,满足风电、重型机械等领域的装配与使用要求。大型铸件去毛刺设备的监控系统预警潜在故障。江苏直销大型铸件去毛刺设备价格合理
大型铸件去毛刺设备提升企业产品竞争力。浙江常见大型铸件去毛刺设备牌子
精度保障上,设备契合汽车铸件严苛标准:变速箱壳体轴承孔(精度 IT7 级)去毛刺时,激光清洗模块功率稳定控制在 250-300W,热影响区深度≤0.008mm,避免高温导致孔径变形;发动机缸体密封面(Ra≤1.2μm)清理采用柔性聚氨酯磨头,配合实时压力监测(波动≤±2N),确保密封面无划痕,保障后续缸盖装配的气密性。设备内置 30 + 类汽车铸件专属参数库,切换加工不同车型的发动机缸体时,10 秒内调取对应参数(如铝合金缸体用 400MPa 高压水、铸铁缸体用 600MPa 高压水),无需人工调试。浙江常见大型铸件去毛刺设备牌子
广东利迅达机器人系统股份有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,广东利迅达机器人系统股份供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
与大型铸件去毛刺设备相关的文章

浙江多功能大型铸件去毛刺设备供应商
- 辽宁个性化大型铸件去毛刺设备哪里有 2025-11-06
- 天津常见大型铸件去毛刺设备技术参数 2025-11-06
- 天津定制大型铸件去毛刺设备成交价 2025-11-06
- 河北附近大型铸件去毛刺设备电话 2025-11-06
- 中国台湾常见大型铸件去毛刺设备维保 2025-11-06
- 河北定制大型铸件去毛刺设备厂家电话 2025-11-06
- 河北直销大型铸件去毛刺设备市场 2025-11-06
- 辽宁销售大型铸件去毛刺设备作用 2025-11-06
- 辽宁加工大型铸件去毛刺设备五星服务 2025-11-05
- 天津附近大型铸件去毛刺设备供应商 2025-11-05
- 天津进口大型铸件去毛刺设备五星服务 2025-11-05
- 广东购买大型铸件去毛刺设备货源充足 2025-11-05
与大型铸件去毛刺设备相关的产品
与大型铸件去毛刺设备相关的新闻
-
福建附近哪里有大型铸件去毛刺设备工艺 2025-11-05 06:15:50在工艺模块的表面保护设计上,各模块针对材质特性定制方案:处理铝合金轻型工程机械壳体(表面硬度低、易留划痕)时,打磨模块采用硅胶包覆的柔性磨头,磨头硬度控制在邵氏 60-70A,配合≤30N 的自适应压力,避免磨头直接刚性接触导致的划痕,同时高压水射流选用扇形低压喷嘴(压力 300-400MPa),水...
-
河北附近大型铸件去毛刺设备诚信合作 2025-11-05 06:15:50大型铸件去毛刺设备的环保低损伤工艺,专为重型机械领域铸件(多为耐磨钢、球墨铸铁材质,需保障结构强度与表面精度)设计,在高效除刺的同时实现双重保护。环保工艺层面,设备构建全流程绿色作业体系:负压吸尘系统升级为分级过滤结构,针对去毛刺产生的金属碎屑(如动臂清理时的耐磨钢渣)回收率达 95% 以上,碎屑经...
-
江苏自动化大型铸件去毛刺设备批发厂家 2025-11-04 00:27:16大型铸件去毛刺设备的智能化系统,以 “全流程数字化管控” 为主要,从进程启动到结束全程把控,确保风电轮毂(直径 3-6 米)、塔筒法兰(厚度 80-150mm)等铸件的去毛刺进程稳定、高效。进程启动阶段,系统实现 “一键适配”:通过视觉识别模块自动扫描铸件型号与规格,10 秒内从内置的 200 + ...
-
河北定制大型铸件去毛刺设备市场 2025-11-04 02:15:48大型铸件去毛刺设备的环保工艺并非只局限于污染控制,更通过工艺设计与损伤防控的深度融合,从源头减少重型机械铸件损伤。针对铸件易因碎屑残留、化学腐蚀、热变形等产生的损伤问题,环保工艺构建了全流程防护体系。负压吸尘系统在实现 95% 以上金属碎屑回收的同时,可实时去除铸件表面及腔室(如挖掘机动臂的内部加强...
与大型铸件去毛刺设备相关的问题
与大型铸件去毛刺设备相关的标签
新闻资讯
产品推荐
-

东莞通用全自动打磨机器人工作站维保
2026-05-17 -

北海工业全自动焊接机器人工作站生产厂家
2026-05-16 -

惠州工业全自动焊接机器人工作站生产厂家
2026-05-16 -

防城港通用智能刀具打磨机器人系统保养
2026-05-16 -

柳州工业全自动搬运与上下料机器人工作站维修
2026-05-14 -
钦州自动化全自动焊接机器人工作站耗材
2026-05-14 -

深圳定做全自动搬运与上下料机器人工作站售后服务
2026-05-14 -

广西全自动焊接机器人工作站保养
2026-05-12 -
清远直销全自动搬运与上下料机器人工作站生产厂家
2026-05-12