- 品牌
- 苏州森合知库
- 型号
- SHS1000
- 是否定制
- 是
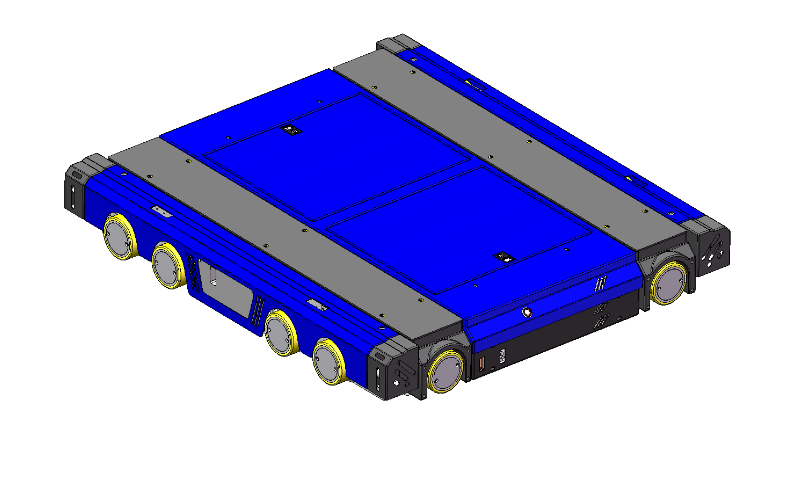
四向车提升机是连接立体仓库多楼层的主要设备,其垂直转运能力基于 “双立柱导向 + 钢丝绳牵引” 结构,立柱采用 Q345B 高强度钢材,导轨精度达 H7 级,确保提升过程中设备平稳性误差≤2mm。该设备比较大提升高度可达 40m,可适配层高 8-40m 的高货架立体仓库,解决传统立库 “单层作业” 的空间局限。在某物流园区的智能立库中,仓库共 8 层、总高 32m,通过 2 台四向车提升机连接各楼层货架,四向车可从 1 楼提升至 8 楼,实现跨楼层货物转运;设备提升速度达 0.8m/s,从 1 楼到 8 楼(垂直高度 28m)只有需 35 秒,较传统电梯式提升机(速度 0.5m/s)效率提升 60%。同时,提升机货台尺寸可按四向车规格定制(常见 2.5m×1.8m),确保四向车平稳驶入,对接误差≤3mm,避免货物碰撞损耗。配备防撞传感器、故障报警装置,通过编码器与定位码实现毫米级准确定位。山东电商四向车

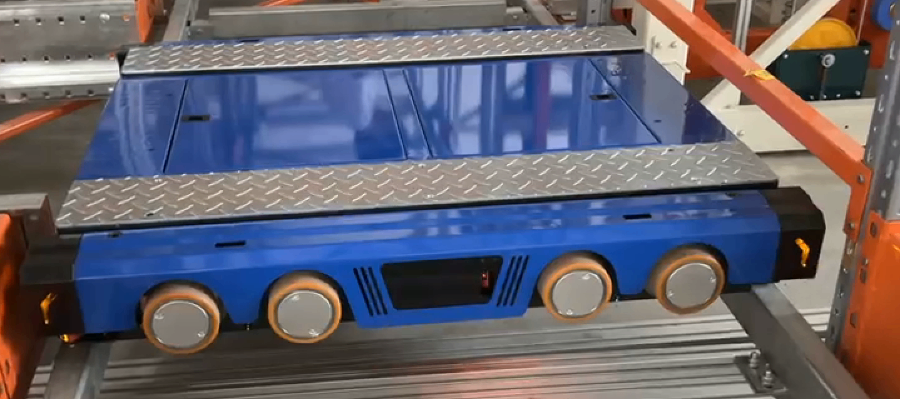
四向车车轮的材质与结构设计,直接影响行驶噪音、轨道寿命与运行稳定性。聚氨酯材质具有优异的综合性能:耐磨性强(磨损率只有为橡胶轮的 1/3),使用寿命可达 20000 小时以上,减少车轮更换频率;弹性好,能吸收行驶中因轨道接缝产生的震动,降低噪音(行驶噪音≤65dB,较金属轮低 20dB),适用于医药、档案等对噪音敏感的场景;摩擦系数适中(0.3-0.4),既避免因摩擦力过小导致打滑,又防止摩擦力过大增加电机负载。带轮边设计与 1mm 轨道间隙的配合,是提升行驶稳定性的关键:轮边可限制车轮在轨道内的横向位移,避免因轨道安装偏差导致车轮脱轨;1mm 的极小间隙,确保车轮与轨道紧密贴合,减少行驶中因间隙过大产生的晃动 —— 尤其在 Y 向换向时,小间隙能避免车轮与轨道衔接处的卡顿,使换向动作更顺畅。这种车轮设计使四向车在长期高频运行中,既能保持低噪音、低磨损,又能通过稳定行驶降低货物倾倒风险,较传统橡胶轮或金属轮,设备维护成本降低 30%,货物破损率控制在 0.05% 以下。广州国产四向车解决方案顶升机构以油压驱动为主,顶升行程 40mm、耗时 3-5s,确保货物快速存取与换向衔接。
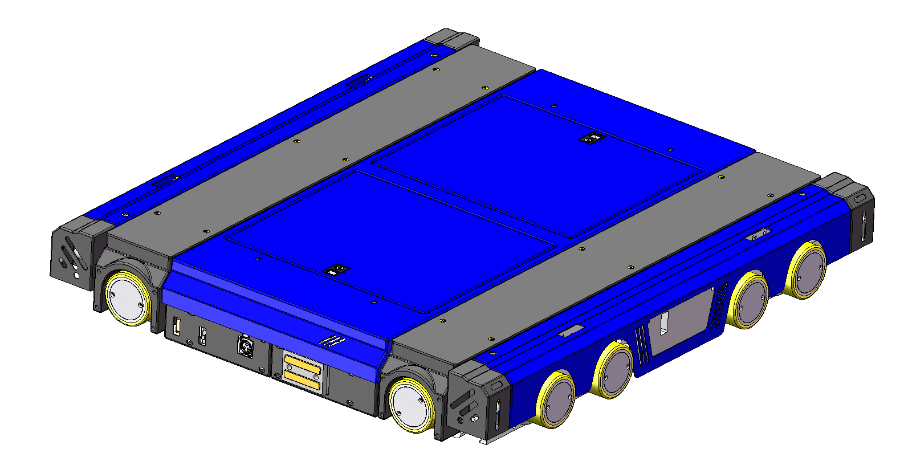
四向车车体的材质与结构设计直接决定其承载能力与运行稳定性。选用 45# 钢作为主要材质,源于该钢材的特性—— 抗拉强度达 600MPa 以上,屈服强度约 355MPa,能在承受 1.5-2 吨货物重量时保持结构不变形,同时通过激光切割工艺实现毫米级加工精度,确保车体各部件拼接缝隙≤0.5mm,避免运行中因结构偏差产生震动。模块化设计则是平衡载重与轻量化的关键:车体分为驱动模块、顶升模块、控制模块三大单独单元,各模块采用标准化接口连接,既减少整体重量(较一体化设计轻 15%-20%),又便于后期维修更换 —— 例如驱动模块故障时,无需拆解整车即可单独更换,维修效率提升 50%。安全系数≥1.6 的设计标准,意味着车体实际承载能力是额定载重的 1.6 倍以上,即使在突发超载(如货物重心偏移导致局部受力增加)情况下,也能避免结构损坏,这一设计在汽车、家电等重型物料存储场景中尤为重要,有效降低设备故障引发的仓储中断风险。
电商与快消行业的仓储需求具有 “多 SKU、小批量、高频次” 的特点,传统 “人到货” 拣选模式(人员在仓库内寻找货位)效率低,难以应对大促期间的订单高峰,而四向车箱式多穿系统通过 “货到人” 模式,成为该场景的比较好解决方案。箱式多穿系统由四向车、密集料箱货架、拣选台组成,四向车负责将存储在密集货架中的药品、日用品、食品等箱式货物,精细运送至拣选台;拣选台配备电子标签,显示每单所需拣选的货物数量,拣选人员只需完成 “取货 - 扫码 - 放置” 的简单动作,无需移动。这种模式的优势在于:一是效率高,单拣选台日均处理订单可达 2000 单以上,较人工拣选提升 4 倍;二是空间利用率高,密集料箱货架的通道宽度只有 0.8m,较传统货架节省 50% 通道空间,存储容量提升 60%;三是灵活性强,可根据订单量动态调整四向车数量与拣选台数量 —— 例如电商促销期间,可增加 2 台四向车与 1 个拣选台,应对订单量激增。某电商仓库引入箱式多穿系统后,SKU 承载量从 5000 种提升至 15000 种,小批量订单(单订单≤5 件)的出库时间从 30 分钟缩短至 10 分钟,大促期间的订单履约率从 85% 提升至 99%,有效提升消费者满意度。定制化四向车可增加扫码识别模块,实现货物二维码 / 条形码的自动读取,提升货物追溯精度。
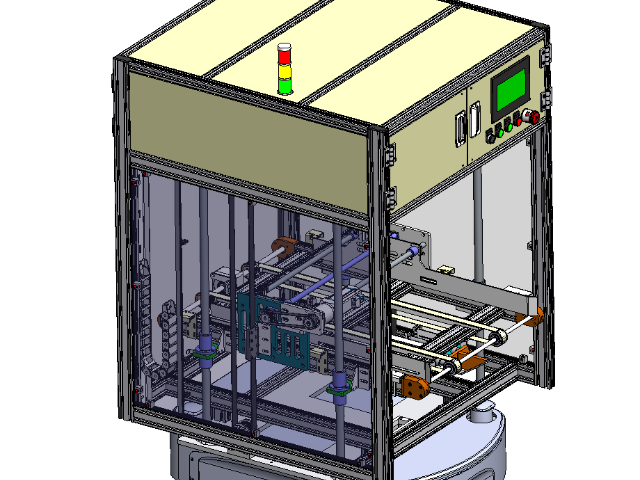
在医药行业,四向车系统凭借精细、可控的作业特性,成为解决拆零拣选难题的主要方案。医药拆零拣选面临两大挑战:一是药品 SKU 繁多(如连锁药房仓库 SKU 可达 10000 种以上),传统人工拣选效率低、差错率高;二是需满足 GSP(药品经营质量管理规范)要求,如药品追溯、温湿度监控、避免交叉污染。四向车的箱式多穿系统通过 “货到人” 拣选模式解决这些问题:系统根据订单将药品料箱自动运送至拣选台,拣选人员只需按屏幕提示完成拣选,无需在仓库内走动,拣选效率提升 3 倍以上,差错率控制在 0.05% 以下;同时,系统通过 RFID 技术记录每盒药品的入库、存储、出库信息,实现全生命周期追溯,满足 GSP 追溯要求。在温湿度监控方面,四向车系统可集成温湿度传感器,实时上传仓库环境数据,若温湿度超出阈值(如冷藏药品存储温度 2-8℃),系统自动报警并启动调控设备,确保药品存储环境合规。这些优势使四向车在医药行业的应用项目年增长率达 25%,尤其在连锁药房、医药流通企业中普及迅速 —— 例如某全国性医药流通企业引入四向车拆零系统后,日均处理拆零订单从 500 单提升至 1500 单,同时通过 GSP 合规化管理,减少因存储不合规导致的药品损耗,年损耗成本降低 60%。冷链物流领域,低温机型可在 - 25℃环境稳定作业,适配生鲜、医药原材料冷链仓储。深圳锂电四向车车
其主要特征为双轮系驱动、自动换向、换层作业,通过智能化调度实现无人化物料搬运。山东电商四向车
四向车提升机的安全冗余设计围绕 “预防 - 应急 - 防护” 三层安全机制展开,保障高空作业安全。在预防层面,设备配备过载保护系统 —— 货台集成称重传感器,当货物重量超过 500kg 额定载重时,系统立即切断提升电源,同时发出声光报警,避免超载导致的结构损坏;在应急层面,设备设置双重急停装置,提升机立柱侧面与操作面板均配备急停按钮,按下后可立即切断所有动力电源,货台通过电磁制动器稳定停靠;在防护层面,设备采用断链防护设计 —— 提升钢丝绳外侧安装防坠挡板,若钢丝绳意外断裂,挡板会立即卡住货台,配合货台底部的缓冲弹簧(缓冲行程 50mm),可将货台坠落速度降至 0.1m/s 以下,避免货物与设备损坏。某仓储企业的安全测试显示,模拟钢丝绳断裂场景时,断链防护系统可在 0.5 秒内启动,货台只有下降 10mm 即稳定停靠,货物无任何损坏;同时,设备还通过了 GB/T 37544-2019《工业车辆安全要求》认证,所有安全装置的响应时间均≤1 秒,完全满足高空作业的安全标准,为仓储作业提供可靠保障。山东电商四向车
苏州森合知库机器人科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,苏州森合知库机器人科技供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!
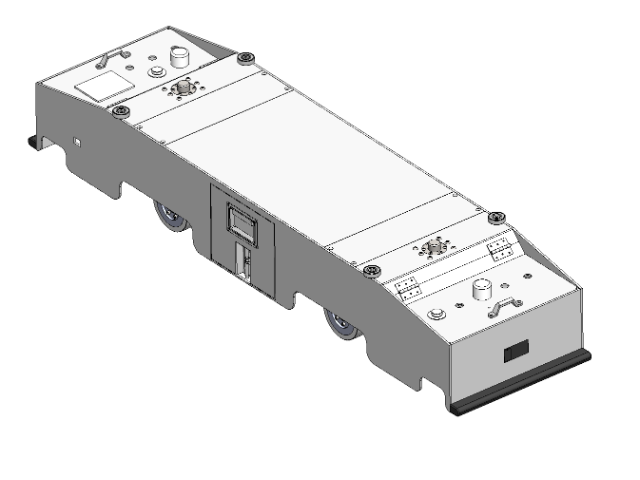
四向车 AGV 具备完整的数字化对接能力,可通过无线通讯网络与仓库管理系统实时交互,接收入库、出库、移库等各类作业指令,同时将自身位置、运行状态、货物信息等数据同步上传至系统,实现作业全流程的可视化管理。设备采用锂电池供电,根据负载与行驶速度不同,单次充满电可支持数小时的连续作业;当电量低于设定阈值时,设备可自动行驶至充电区域,通过对接装置完成自动充电,充电完成后自动返回作业队列,无需人工干预换电或插拔电源。这种无人化的续航模式,使四向车 AGV 能够适配两班倒或三班倒的连续作业场景,如夜间无人值守的仓储转运、全天候运行的生产物料配送等。同时设备具备故障自诊断功能,可实时监测自身部件运行状态,...
- 锂电四向车货架 2026-07-25
- 苏州工厂四向车公司 2026-07-24
- 国产四向车车辆 2026-07-24
- 苏州电子四向车软件 2026-07-24
- 汽车四向车智能叉车 2026-07-24
- 江西智能四向车 2026-07-23
- 广州电商四向车公司 2026-07-23
- 深圳化工四向车厂商排名 2026-07-23
- 广州四向车车 2026-07-23
- 苏州智能四向车智能叉车 2026-07-23

- 广州立库四向车管理系统 2026-07-12
- 深圳工厂四向车厂家 2026-07-11
- 深圳化工四向车提升机 2026-07-11
- 广州全自动四向车提升机 2026-07-11
- 广州国产四向车解决方案 2026-07-11
- 广州锂电四向车小车 2026-07-11





- 本地全自动托盘车管理系统 07-27
- 国内全自动托盘车行业 07-27
- 吉林全自动托盘车穿梭车 07-27
- 湖南全自动托盘车智能叉车 07-27
- 工厂全自动托盘车服务 07-27
- 货运全自动托盘车智能叉车 07-26
- 内蒙古全自动托盘车设备 07-26
- 四川全自动托盘车提升机 07-26
- 智能全自动托盘车行业 07-26
- 江西全自动托盘车系统 07-26