- 品牌
- 苏州森合知库
- 型号
- SHS1000
- 是否定制
- 是
四向车提升机的载重能力通过 “货台 + 强化牵引系统” 实现,货台采用矩形钢管焊接结构,承载面铺设防滑花纹钢板,最大承重可达 500kg,可兼容 1200mm×1000mm 的标准托盘(载重 100-150kg)与定制化料箱(如 300mm×400mm 的小型料箱,载重 20-50kg)。在不同行业场景中,该设备可灵活适配货物需求:在医药仓储中,可转运装有药品的防静电料箱,通过货台加装的防静电橡胶垫,避免静电对药品包装的影响;在汽车制造仓储中,可转运装有发动机零部件的重型托盘,通过强化牵引钢丝绳(破断拉力≥50kN),确保重载下的运行安全。某汽车零部件企业引入该设备后,需同时转运轻型料箱(载重 30kg)与重型托盘(载重 450kg),设备通过自动识别货物重量(货台集成称重传感器,精度 ±10g),调整提升速度(轻载 0.8m/s、重载 0.5m/s),既保障重载安全,又提升轻载效率;实际运行中,设备日均转运货物 1200 次,涵盖 15 种不同重量的货物,转运准确率达 99.9%。定制化四向车可增加扫码识别模块,实现货物二维码 / 条形码的自动读取,提升货物追溯精度。广州自动化四向车CTU

四向车的技术雏形源于 20 世纪末的欧洲,当时欧洲仓储行业面临土地资源紧张、人工成本攀升的双重压力,传统堆垛机 “一巷道一机” 的模式难以满足密集存储需求,四向车凭借 “多巷道穿梭” 特性应运而生。早期机型以轻载(500kg 以下)为主,只有适配常温环境下的箱式货物存储,主要应用于食品、日化等快消行业。随着全球物流智能化升级,四向车经历了三次关键技术迭代:2010 年后突破重载技术,通过强化车体结构、升级驱动系统,实现 1.5-2 吨载重,适配汽车零部件、家电等重型物料;2015 年左右引入环境适配设计,通过选用耐低温元器件、加装防护涂层,推出可在 - 25℃~40℃区间运行的机型,覆盖冷链、高温车间场景;2020 年至今则向 “智能化集成” 演进,融入物联网、AI 调度技术,实现与全产业链系统的对接。如今,四向车已从单一搬运设备升级为 “轻重载全覆盖、多环境适配、全流程集成” 的解决方案主要,在全球智能仓储设备市场的占比年均增长 18%,成为不同行业仓储升级的标准化选择。江苏新能源四向车立库四向车采用锂电池供电,能量密度达 150Wh/kg,单次充电可覆盖立库内 500 个货位的存取作业。
四向车的技术先进性集中体现在三大主要特征的协同运作,构建了无人化搬运的基础。双轮系驱动是其实现多向运动的机械基础,两套单独轮系分别对应 X、Y 方向,通过 PLC 控制轮系切换,使设备可在任意节点实现 90° 换向,无需掉头空间,这一设计打破了传统搬运设备的行驶方向限制,尤其适配狭窄巷道的密集存储布局。自动换向技术则依赖于反射光电与校正片的精细配合,当设备行驶至换向点时,两个间距 10cm 的光电传感器会扫描 10.3cm 长的校正片,通过检测信号同步性调整车身位置,确保换向时轮系与轨道精细对接,避免偏移。换层作业作为三维仓储的关键环节,通过与提升机的联动实现,带车模式下四向车自动驶入提升机货台,随货物一同升降至目标楼层,全程无需人工干预,作业效率较不带车模式提升 30% 以上。这些机械特征与智能化调度系统深度融合,通过 WCS 系统接收订单指令后,自动分配作业任务、规划比较好路径,实现多车协同、动态避障,从货物入库、存储、盘点到出库的全流程无人化操作,不*降低了人工成本,更将作业差错率控制在 0.1% 以下,为仓储物流的高效运转提供了主要支撑。
在医药行业,四向车系统凭借精细、可控的作业特性,成为解决拆零拣选难题的主要方案。医药拆零拣选面临两大挑战:一是药品 SKU 繁多(如连锁药房仓库 SKU 可达 10000 种以上),传统人工拣选效率低、差错率高;二是需满足 GSP(药品经营质量管理规范)要求,如药品追溯、温湿度监控、避免交叉污染。四向车的箱式多穿系统通过 “货到人” 拣选模式解决这些问题:系统根据订单将药品料箱自动运送至拣选台,拣选人员只需按屏幕提示完成拣选,无需在仓库内走动,拣选效率提升 3 倍以上,差错率控制在 0.05% 以下;同时,系统通过 RFID 技术记录每盒药品的入库、存储、出库信息,实现全生命周期追溯,满足 GSP 追溯要求。在温湿度监控方面,四向车系统可集成温湿度传感器,实时上传仓库环境数据,若温湿度超出阈值(如冷藏药品存储温度 2-8℃),系统自动报警并启动调控设备,确保药品存储环境合规。这些优势使四向车在医药行业的应用项目年增长率达 25%,尤其在连锁药房、医药流通企业中普及迅速 —— 例如某全国性医药流通企业引入四向车拆零系统后,日均处理拆零订单从 500 单提升至 1500 单,同时通过 GSP 合规化管理,减少因存储不合规导致的药品损耗,年损耗成本降低 60%。四向车提升机内置安全冗余设计,包含过载保护、急停装置与断链防护,保障高空作业安全。
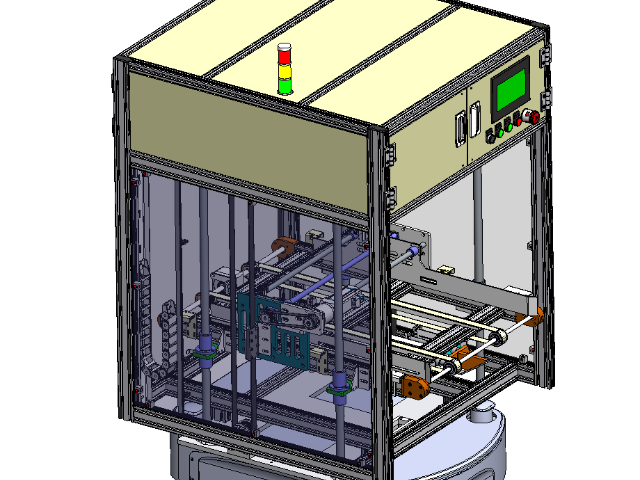
四向车提升机的安全冗余设计围绕 “预防 - 应急 - 防护” 三层安全机制展开,保障高空作业安全。在预防层面,设备配备过载保护系统 —— 货台集成称重传感器,当货物重量超过 500kg 额定载重时,系统立即切断提升电源,同时发出声光报警,避免超载导致的结构损坏;在应急层面,设备设置双重急停装置,提升机立柱侧面与操作面板均配备急停按钮,按下后可立即切断所有动力电源,货台通过电磁制动器稳定停靠;在防护层面,设备采用断链防护设计 —— 提升钢丝绳外侧安装防坠挡板,若钢丝绳意外断裂,挡板会立即卡住货台,配合货台底部的缓冲弹簧(缓冲行程 50mm),可将货台坠落速度降至 0.1m/s 以下,避免货物与设备损坏。某仓储企业的安全测试显示,模拟钢丝绳断裂场景时,断链防护系统可在 0.5 秒内启动,货台只有下降 10mm 即稳定停靠,货物无任何损坏;同时,设备还通过了 GB/T 37544-2019《工业车辆安全要求》认证,所有安全装置的响应时间均≤1 秒,完全满足高空作业的安全标准,为仓储作业提供可靠保障。四向车提升机具备与四向车的联动控制功能,通过信号交互实现自动对接,无需人工干预。广州无人四向车智能叉车
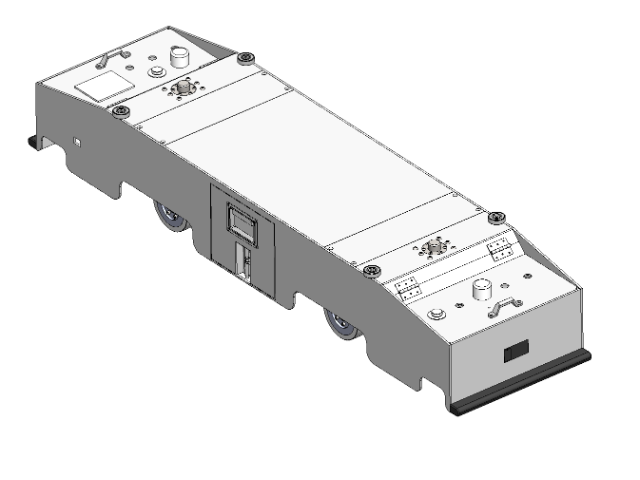
配备防撞传感器、故障报警装置,通过编码器与定位码实现毫米级准确定位。广州自动化四向车CTU
定制化四向车的称重功能通过 “高精度称重传感器 + 数据处理模块” 实现,传感器安装在货叉底部,采用应变片式结构,量程 0-300kg,精度达 ±10g,可实时采集货物重量数据;数据处理模块将重量信号转换为数字信号,通过无线通讯上传至管理系统,同时在设备显示屏上实时显示。在食品仓储场景中,某企业需按重量分拣袋装大米(每袋 25kg±50g),传统作业需人工将货物搬至电子秤称重,耗时且易产生误差(分拣错误率 2%);引入该定制化设备后,设备存取货物时自动称重,若重量超出误差范围,立即发出警报并标记货物,分拣错误率降至 0.1%。在医药仓储场景中,设备可通过称重验证货物数量 —— 如某瓶装药品每箱 20 瓶(总重 1kg±20g),若称重显示总重异常,系统可判断是否存在缺瓶情况,避免漏装或错装;某医药企业的测试显示,该功能使药品装箱准确率从 99.8% 提升至 99.99%。此外,称重数据还可用于库存管理 —— 系统通过累计货物重量,自动核算库存总量,无需人工盘点,盘点时间从传统的 2 天缩短至 4 小时,大幅提升仓储管理效率。广州自动化四向车CTU
苏州森合知库机器人科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在江苏省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来苏州森合知库机器人科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!
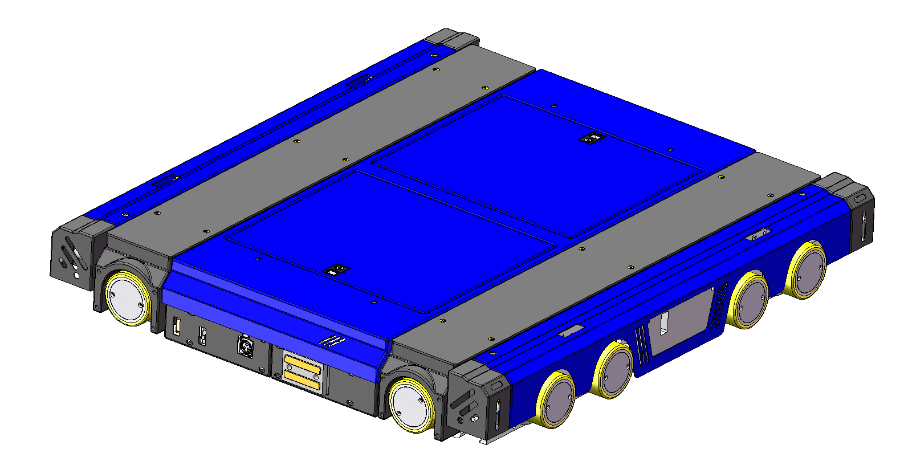
四向车 AGV 具备完整的数字化对接能力,可通过无线通讯网络与仓库管理系统实时交互,接收入库、出库、移库等各类作业指令,同时将自身位置、运行状态、货物信息等数据同步上传至系统,实现作业全流程的可视化管理。设备采用锂电池供电,根据负载与行驶速度不同,单次充满电可支持数小时的连续作业;当电量低于设定阈值时,设备可自动行驶至充电区域,通过对接装置完成自动充电,充电完成后自动返回作业队列,无需人工干预换电或插拔电源。这种无人化的续航模式,使四向车 AGV 能够适配两班倒或三班倒的连续作业场景,如夜间无人值守的仓储转运、全天候运行的生产物料配送等。同时设备具备故障自诊断功能,可实时监测自身部件运行状态,...
- 锂电四向车货架 2026-07-25
- 苏州工厂四向车公司 2026-07-24
- 国产四向车车辆 2026-07-24
- 苏州电子四向车软件 2026-07-24
- 汽车四向车智能叉车 2026-07-24
- 江西智能四向车 2026-07-23
- 广州电商四向车公司 2026-07-23
- 深圳化工四向车厂商排名 2026-07-23
- 广州四向车车 2026-07-23
- 苏州智能四向车智能叉车 2026-07-23

- 广州立库四向车管理系统 2026-07-12
- 深圳工厂四向车厂家 2026-07-11
- 深圳化工四向车提升机 2026-07-11
- 广州全自动四向车提升机 2026-07-11
- 广州国产四向车解决方案 2026-07-11
- 广州锂电四向车小车 2026-07-11





- 货运全自动托盘车智能叉车 07-26
- 内蒙古全自动托盘车设备 07-26
- 四川全自动托盘车提升机 07-26
- 智能全自动托盘车行业 07-26
- 江西全自动托盘车系统 07-26
- 本地全自动托盘车行业 07-25
- 苏州锂电四向车CTU 07-25
- 全自动托盘车供应商 07-25
- 山西全自动托盘车行业 07-25
- 锂电四向车货架 07-25