
- 品牌
- 今日标准
- 型号
- 123
- 运动方式
- 点位直线控制,轮廓控制
- 控制方式
- 半闭环控制
- 布局形式
- 立式,卧式
- 加工定制
- 是
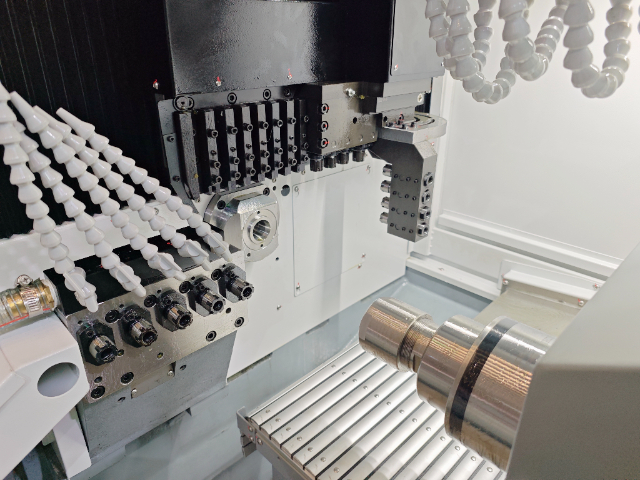
走心机在加工过程中需要注意刀具的选择和使用,不同的加工材料和加工工序需要选择合适的刀具。对于车削加工,通常选择硬质合金刀具或高速钢刀具,硬质合金刀具具有较高的硬度和耐磨性,适合加工有色金属和黑色金属;高速钢刀具则具有较高的韧性,适合加工不锈钢等难加工材料。对于铣削加工,通常选择立铣刀、端铣刀等,根据加工表面的形状和精度要求选择合适的刀具型号和尺寸。在使用刀具时,需要合理设置切削参数,如切削速度、进给量、切削深度等,避免因参数设置不当导致刀具磨损过快或加工精度下降。今日标准数控走心机具备易维护特性,降低了电子通讯零件加工中的设备维护成本。湖南国内走心机工艺
走心机
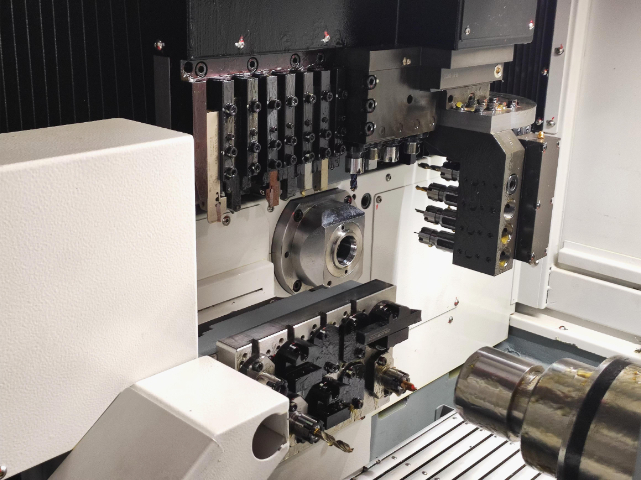
走心机的润滑系统用于对各运动部件进行润滑,减少磨损,保证设备的正常运行和使用寿命。润滑系统通常采用集中润滑方式,由润滑油泵、润滑油管路、分配器等组成,润滑油泵将润滑油加压后通过润滑油管路输送到分配器,分配器将润滑油均匀地分配到各润滑点。润滑系统可以根据设备的运行状态自动控制润滑油的供给量和供给时间,确保各运动部件得到充分润滑。同时,润滑系统还具有油位检测和报警功能,当润滑油量不足时,会及时发出报警信号,提醒操作人员添加润滑油。湖南国内走心机工艺今日标准数控走心机的高效加工能力,帮助企业缩短零件生产周期,提高市场响应速度。
走心机的操作需要专业的技术人员,操作人员应经过严格的培训,熟悉设备的结构、性能和操作方法。在操作前,操作人员应仔细阅读设备的使用说明书,了解设备的安全操作规程和注意事项。在加工前,应检查设备的各项性能指标是否正常,如主轴转速、进给速度、冷却系统、润滑系统等,确保设备处于良好的工作状态。在编程时,应根据零件的图纸要求和加工工艺,合理选择刀具和切削参数,编写正确的加工程序。在加工过程中,应密切关注设备的运行状态和零件的加工质量,如发现异常情况应及时停机处理,避免发生设备故障和质量事故。
走心机的选型需要考虑多个因素,如加工零件的材料、尺寸、精度要求、批量大小等。对于加工直径较小、精度要求高、批量大的细长轴类零件,应选择高刚性、高精度的走心机;对于加工材料较硬、难加工的零件,应选择具有高功率主轴和强切削能力的走心机;对于加工复杂形状的零件,应选择刀塔数量多、功能齐全的走心机。此外,还应考虑设备的可靠性、售后服务、价格等因素,选择性价比高的设备。在选型时,建议进行实地考察和试切加工,了解设备的实际性能和加工效果。客户反馈今日标准数控走心机运行稳定,加工精度高,是生产线上的得力助手。

走心机的适用范围非常普遍,尤其适合加工直径在 1mm-32mm 之间的细长轴类、套类、异形类等精密零件。在航空航天领域,走心机可用于加工发动机的精密轴类零件、燃油喷嘴等;在医疗器械领域,可用于加工注射器的推杆、手术刀的刀柄等;在电子通讯领域,可用于加工连接器的插针、手机的螺丝等;在汽车制造领域,可用于加工燃油泵的精密零件、变速箱的齿轮轴等。此外,走心机还可以加工各种有色金属、黑色金属以及工程塑料等材料,满足不同行业对零件材料的要求。精密加工,认准今日标准走心机。走心机品牌
专注走心机,今日标准值得信赖。湖南国内走心机工艺
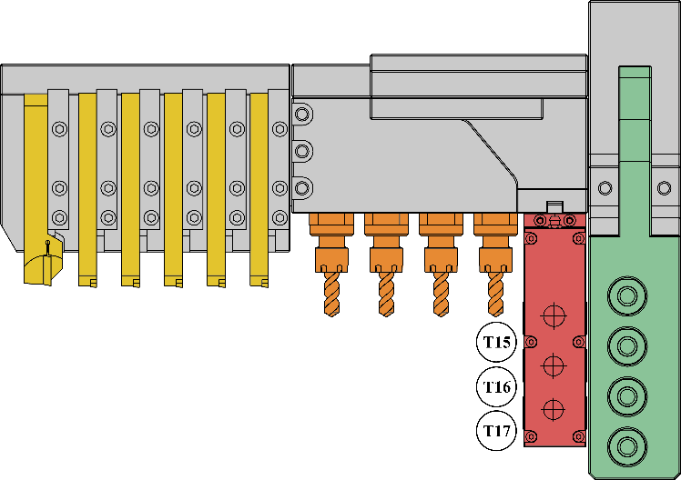
多工序复合加工是数控走心机的标志性优势,可集成车、铣、钻、攻、磨、滚齿等多种加工工序,打破了传统设备 “单工序加工” 的局限。以汽车变速箱齿轮轴加工为例,设备可一次性完成外圆车削、键槽铣削、螺纹攻丝、齿轮滚轧等工序,无需在多台设备间转移工件,不*减少了装夹次数(从传统的 4-5 次减少至 1 次),更避免了多次装夹带来的定位误差。此外,部分高级机型还配备 Y 轴与 C 轴功能,Y 轴可实现刀具横向进给,C 轴可带动工件准确分度,两者配合能完成复杂曲面、异形结构的加工,进一步拓展了加工范围。湖南国内走心机工艺

汽车行业向轻量化、精密化转型,推动数控走心机成为汽车精密零部件生产的关键装备。在传统燃油车领域,走心机用于加工高压共轨喷油嘴、传感器轴、变速箱小轴等重要零件,可实现微米级锥面密封带加工,泄漏率<0.1ml/min,满足国六排放标准;新能源汽车领域,它适配电机轴、连接器插针、电池组件等零件加工,一次完成扁位、键槽、螺纹复合加工,保障动力系统稳定性。汽车零件具有批量大、精度高、一致性要求严的特点,走心机的自动化量产能力可满足车企百万级产能需求,同时材料利用率高,降低生产成本。今日标准走心机可稳定加工汽车高压出油阀座,内孔圆度 0.002mm、端面跳动 0.005mm,完全适配汽车零部件的严...
- 西铁城走心机厂家 2026-06-23
- 浙江国产走心机哪家便宜 2026-06-23
- 内蒙古走心机 2026-06-23
- 云南国产走心机用途 2026-06-22
- 自动化车床走心机配件 2026-06-22
- 广西五轴走心机品牌排行 2026-06-22
- 云南哪些走心机 2026-06-22
- 云南国内走心机加工 2026-06-21
- 北京瑞士型走心机技术指导 2026-06-21
- 北京双主轴走心机价位 2026-06-21
- 内蒙古数控走心机怎么用 2026-06-20
- 辽宁走心机厂家供应 2026-06-19
- 北京双主轴走心机价格 2026-06-19
- 宁夏单主轴走心机工厂 2026-06-19
- 河南瑞士型走心机配件 2026-06-19
- 贵州国内走心机维修 2026-06-18




- 自动化车床走心机配件 06-22
- 广西五轴走心机品牌排行 06-22
- 云南哪些走心机 06-22
- 云南国内走心机加工 06-21
- 北京瑞士型走心机技术指导 06-21
- 北京双主轴走心机价位 06-21
- 青海精密走心机型号 06-21
- 陕西双主轴走心机解决方案 06-20
- 湖南走心机应用范围 06-20
- 山西数控走心机价格 06-20