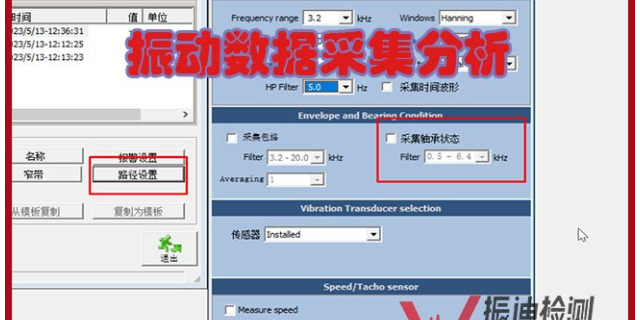
第二步是现场信号采集。技术人员到达现场后,首先检查设备运行状态,确保设备处于稳定运行状态(如启动 30 分钟后,负载、温度稳定),避免在设备启动、停机或负载波动时采集数据。随后,按照检测方案安装传感器:对于金属表面,采用磁力座固定传感器,确保贴合紧密、无松动;对于非金属表面,采用**胶水粘贴传感器。采集过程中,记录设备实时运行参数(如转速、电流、温度),并采集 3-5 组数据,确保数据的重复性与稳定性。第三步是数据处理与分析通过时域分析计算振动有效值、峰值、峰值因子、峭度等参数,与国家标准(如 ISO 10816)或设备厂家标准对比,判断振动是否超标;通过频域分析生成频谱图,识别特征频率,结合设备结构参数判断是否存在故障及故障类型;若发现异常,进一步通过时频域分析(如小波变换)定位故障严重程度与发展趋势。振迪检测提供在线和线下的振动检测服务,方便您选择。铸造厂振动检测服务
振动检测服务的首要目的是在设备故障的萌芽阶段及时发现潜在问题。许多机械故障(如轴承的初期疲劳、齿轮的轻微点蚀)在发展初期就会产生特定的振动频率成分,但其总体振动幅值可能尚未超标。通过定期巡检和精密分析,振动分析**能够捕捉这些微弱的特征频率,就像“中医把脉”一样,准确诊断出故障的类型、严重程度及具**置。这种早期预警为企业预留了充足的计划停机时间,以便从容安排维修工作,将故障消灭在萌芽状态,避免小问题演变成灾难性的设备损坏。离心式压缩机振动监测振迪检测使用先进的振动分析软件,为您提供深入的故障诊断。

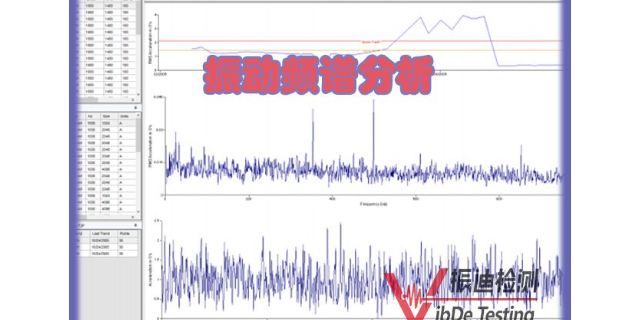
这类设备对运行平稳性要求极高。纸机上的烘缸、压光辊、导辊等众多辊子,任何一根的轴承问题或不平衡都会在纸面上产生瑕疵或振痕。印刷机的滚筒和凸版机构必须保持极高的动态平衡精度,否则会影响印刷质量和套准精度。振动检测服务通过精密分析,能够监控这些精密辊系的状态,确保生产工艺稳定,维护品牌产品质量的一致性。振动分析是一个由浅入深的过程。第一步是查看总体振动值(通常以振动速度的有效值mm/s为单位),国际标准(如ISO 10816)为此提供了不同设备类型的振动烈度判据。但这只是“总体健康评分”。要找出“病因”,必须进行频谱分析(FFT)。它将复杂的振动波形分解成不同频率和幅值的正弦波,从而让我们能看到在哪个具体的频率点上振动能量异常集中,这是进行故障精细定位的“显微镜”。
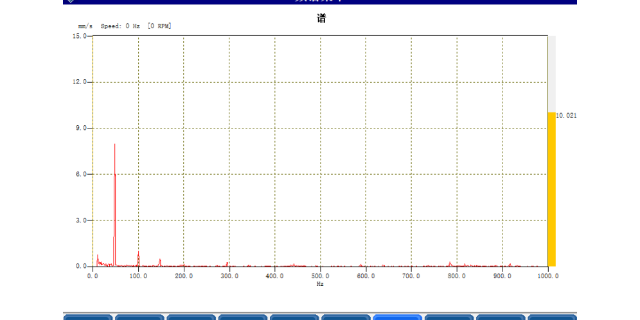
首先是振动信号采集。技术人员会根据设备类型与检测需求,在设备的关键部位(如轴承座、机壳、主轴端盖)安装高精度振动传感器 —— 常见的传感器包括压电式加速度传感器(适用于高频振动检测)、磁电式速度传感器(适用于中低频振动检测)、电容式位移传感器(适用于高精度位移振动检测)。这些传感器能将机械振动转化为电信号,再通过数据采集器将电信号转换为数字信号,传输至分析终端。其次是数据处理与特征提取。采集到的原始振动数据包含大量干扰信号(如环境振动、电磁干扰),需通过专业软件进行滤波、降噪处理,保留与设备故障相关的有效信号。随后,软件会对处理后的信号进行 “时域分析” 与 “频域分析”:时域分析通过计算振动的幅值(峰值、有效值)、峰值因子、峭度等参数,判断振动强度与冲击特性;频域分析通过傅里叶变换将时域信号转换为频谱图,识别振动的特征频率,从而定位故障源 —— 例如,风机叶轮不平衡的特征频率通常等于设备转速频率(1 倍工频),而轴承滚动体故障的特征频率则与轴承型号、转速相关,可通过公式计算得出。我们的振动检测技术能够检测出设备的细微问题,避免潜在故障的发生。

齿轮箱是动力传递的**,其故障模式主要是齿面磨损、点蚀、断齿等。振动分析是诊断齿轮故障***的方法之一。齿轮啮合频率(GMF)及其边频带是分析的焦点。当出现故障时,会在啮合频率周围产生以齿轮转频为间隔的边频带。通过分析这些边频带的幅值和结构变化,可以精确判断是哪一根轴上的哪个齿轮出现了问题,以及故障的严重程度,为计划性更换齿轮提供精细预测。工厂冷却塔系统中的大型风机和减速齿轮箱是振动检测的重要对象。它们通常位于高空,环境潮湿,维护不便。风机轴系长,支撑刚性相对较弱,容易发生不平衡和共振。减速箱中的齿轮和轴承在高温高湿环境下易磨损。定期振动检测可以提前发现叶片裂纹、齿轮磨损、轴承损坏等隐患,避免因故障导致冷却效率下降或风机坠落等严重事故,保障全厂循环水系统的稳定。振迪检测一家致力于提供专业振动检测分析服务的公司,让您的设备无故障运行!循环水泵轴承状态监测
振迪检测的振动频谱分析行家团队具备丰富的实战经验,能够针对不同的振动问题提供专业的解决方案。铸造厂振动检测服务
振动信号采集是振动检测的基础,其精度直接决定后续分析结果的可靠性。目前主流的采集技术需满足“精细定位、抗干扰、适配多样工况”的要求:在传感器选型上,需根据设备振动频率范围与检测需求选择合适类型:例如,检测电机、风机等中高频振动设备(振动频率10-1000Hz)时,多采用压电式加速度传感器,其测量范围宽(0.1-10000m/s²)、精度高(误差<1%);检测低速旋转设备(如球磨机、滚筒,振动频率<10Hz)时,多采用磁电式速度传感器,其对低频振动的灵敏度更高;检测精密设备(如机床主轴、涡轮增压器)的微小位移振动时,需采用电容式位移传感器,其位移测量精度可达0.001mm。铸造厂振动检测服务