- 品牌
- 特麟机械
- 型号
- 齐全
- 尺寸
- 齐全
- 重量
- 齐全
- 产地
- 广州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 齐全
- 配送方式
- 齐全
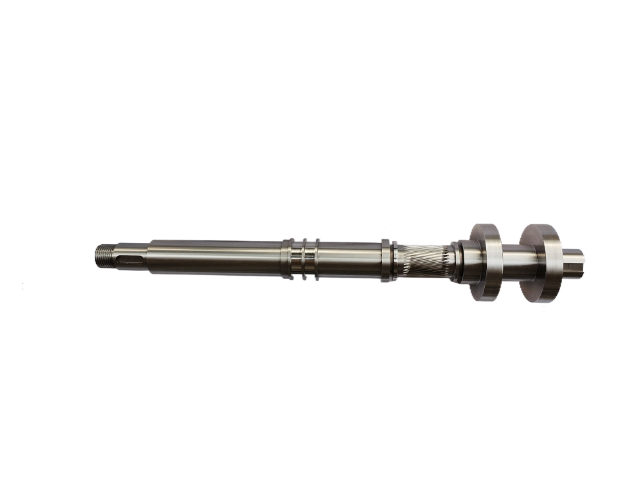
非标齿轮的重心价值在于突破标准参数限制,以定制化设计解决特殊传动难题。与标准齿轮按模数、齿数等固定系列生产不同,非标齿轮可根据空间约束调整齿顶高系数(如采用 0.8 而非标准 1)、变位系数(甚至突破 ±1 范围),或设计非圆齿廓(如椭圆齿轮)实现变传动比。在精密仪器中,非标齿轮可通过修形齿廓(如鼓形齿)补偿安装误差,使啮合接触区扩大至齿宽的 80% 以上;在机器人关节处,可将齿轮与法兰一体化设计,减少零件数量的同时提升刚性。这种灵活性使其能适配极端工况,例如在轧机牌坊内,非标齿轮的齿宽可突破标准限制达 500mm 以上,承受 1000kN 以上的轴向力。齿轮在汽车变速箱中应用,实现车速与扭矩调节。北京市变速齿轮生产厂家
铸铁齿轮以灰铸铁、球墨铸铁等为主要材质,凭借优良的铸造性能和吸振特性在特定传动场景中占据一席之地。灰铸铁(如 HT250)含碳量高(2.5%~4%),石墨呈片状分布,具有良好的耐磨性和切削加工性,齿面经淬火(硬度达 200~250HB)后,能满足低速轻载传动需求,且成本为钢齿轮的 60%~70%。球墨铸铁(如 QT500-7)通过球化处理使石墨呈球状,强度和韧性远超灰铸铁(抗拉强度≥500MPa,延伸率≥7%),可替代部分碳钢齿轮,在农机变速箱等中等载荷场景中应用普遍。铸铁齿轮的吸振性优于钢齿轮,运行噪声比同规格钢齿轮低 5~8dB,但其脆性较大,冲击韧性为钢的 1/3~1/5,不适合高频冲击工况。佛山市渐开线齿轮供应商齿轮在纺织机中,带动罗拉实现纤维牵引。
行星齿轮由太阳轮、行星轮、内齿圈和行星架组成,形成独特的同心轴传动结构。其重心特点是多个行星轮围绕太阳轮均匀分布(通常 3~6 个),同时与太阳轮和内齿圈啮合,动力通过行星架传递,能在紧凑空间内实现大传动比(单级可达 10:1,多级组合可超 1000:1)。这种结构使载荷由多个行星轮分担,接触应力降低 40%~60%,相同尺寸下承载能力是普通圆柱齿轮的 2~3 倍。在运动特性上,通过固定不同部件可实现减速、增速或换向功能:固定内齿圈时,太阳轮主动、行星架从动为减速传动;固定太阳轮时,内齿圈主动、行星架从动为增速传动。例如,新能源汽车减速器采用行星齿轮结构,传动效率达 96% 以上,且重量比传统齿轮箱轻 30%。
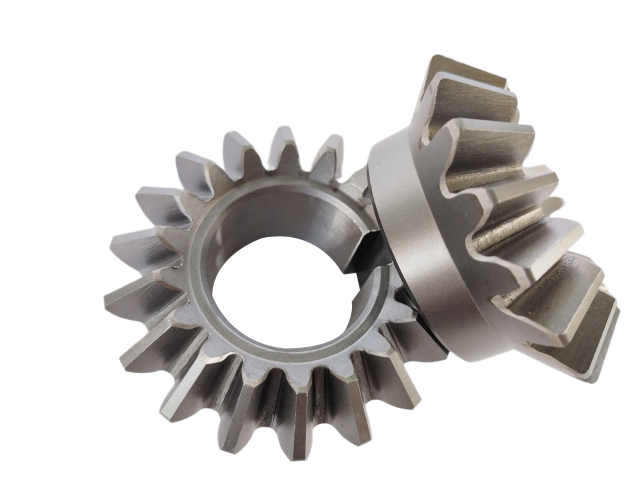
螺旋伞齿轮的加工需特用设备,应用场景集中在要求高平稳性的相交轴传动。格里森制和克林根贝格制是两种主流加工体系,格里森制齿轮采用延伸外摆线齿廓,适合批量生产(如汽车制造业),加工效率比克林根贝格制高 30%~50%;克林根贝格制采用等高齿齿廓,精度更高(可达 5 级),多用于精密传动(如直升机减速器)。加工时需通过特用铣齿机展成加工,齿面经磨削后粗糙度可达 Ra≤0.8μm,确保啮合顺畅。在应用上,除汽车、航空领域外,螺旋伞齿轮在机器人关节(实现 90° 转向传动)、船舶动力系统(传递兆瓦级功率)中也发挥重要作用,但其加工成本比直齿锥齿轮高 50%~80%,限制了在低成本设备中的应用。齿轮更换需成对,避免新旧齿轮啮合不良。

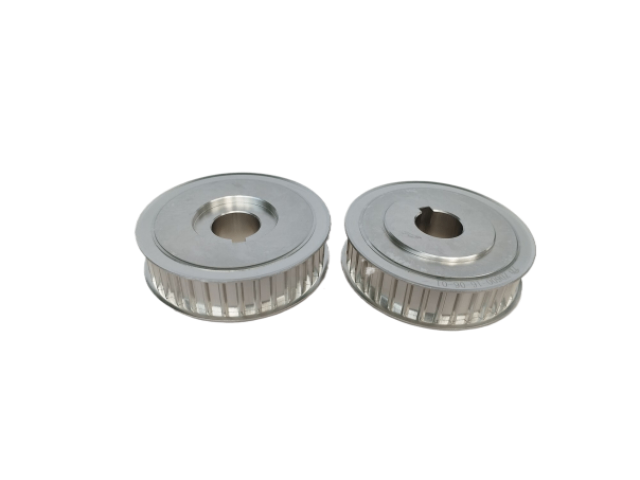
变速齿轮的应用场景集中在需要多工况速度调节的设备中,覆盖多个领域。汽车变速箱是较常见的应用,通过 5-8 组变速齿轮实现不同车速切换,兼顾动力和经济性;手动挡汽车的变速齿轮响应快,适合复杂路况;自动挡则注重舒适性。机床主轴箱中的变速齿轮可调节主轴转速(如从 50r/min 到 3000r/min),满足不同加工工艺对转速的要求(如低速切削大直径工件)。工程机械(如装载机)的变速齿轮能根据负载自动切换挡位,保证在重载和轻载工况下都能高效工作。此外,电动工具(如冲击钻)通过简单变速齿轮实现高低速切换,适应不同作业需求。齿轮齿顶高系数通常为 1,保证齿形标准。成都市标准齿轮定制厂家
齿轮热处理后需精磨,保证齿形精度。北京市变速齿轮生产厂家
传动齿轮是通过轮齿啮合实现动力和运动传递的机械零件,是机械传动中较重心的部件之一。其基本结构由轮缘(带齿部分)、轮毂(与轴连接部分)和轮辐(连接轮缘与轮毂)组成,轮齿是关键工作部位,齿形、齿数和齿距直接影响传动性能。工作时,主动齿轮通过齿面接触推动从动齿轮旋转,将主动轴的转速和扭矩传递到从动轴,同时可改变动力方向(如锥齿轮实现垂直传动)和转速(通过齿数比调节)。传动齿轮的应用几乎覆盖所有机械领域,从微型电机到重型机械,其性能直接决定传动系统的效率、精度和寿命,是保证机械正常运行的基础部件。北京市变速齿轮生产厂家

磨齿齿轮的质量控制需贯穿加工全流程,且维护方式与普通齿轮有明显区别。磨削过程中需实时监测砂轮磨损(径向跳动≤0.002mm),定期进行动平衡校准(G0.5 级),防止因砂轮振动导致齿面波纹度超标(≤0.1μm)。成品检测需采用齿轮测量中心,对齿距、齿向、齿形进行全参数扫描,合格率需达 100% 才能用于关键设备。使用中,磨齿齿轮对润滑条件要求更高,需采用黏度指数>140 的合成齿轮油,油膜厚度保持在 2~3μm 以上,避免齿面直接接触产生胶合。在维护周期上,磨齿齿轮的检查间隔可延长至普通齿轮的 1.5~2 倍,但一旦发现齿面划痕深度>0.02mm,需立即修磨,否则会快速扩展导致失效。齿轮在压缩...
- 长沙市圆弧齿轮定制 2025-12-19
- 天津市非渐开线齿轮供应商 2025-12-13
- 成都市摆线齿轮厂家电话 2025-12-13
- 南京市高精度齿轮批发厂家 2025-12-11
- 成都市非标齿轮批发 2025-12-09
- 北京市变速齿轮厂家推荐 2025-12-09
- 长沙市小齿轮厂家推荐 2025-12-05
- 西安市怠速齿轮生产 2025-12-03
- 成都市马达小齿轮批发价格 2025-12-01
- 苏州市直齿锥齿轮批发厂家 2025-11-30



- 东莞市非渐开线齿轮定制厂家 2025-11-27
- 青岛市传动齿轮批发价格 2025-11-26
- 北京市非渐开线齿轮批发 2025-11-26
- 武汉市摆线齿轮批发价格 2025-11-25
- 郑州市直齿圆柱齿轮批发厂家 2025-11-25
- 上海市直齿轮 2025-11-25




- 深圳市非标链轮定制厂家 12-18
- 成都市精密机械同步带轮哪家好 12-17
- 武汉市波纹管联轴器定制 12-17
- 合肥市电磁联轴器批发价格 12-16
- 苏州市传动链轮生产 12-16
- 天津市人字齿同步带轮定制厂家 12-15
- 郑州市梅花联轴器厂家电话 12-15
- 南京市安全联轴器 12-14
- 成都市惰性链轮售价 12-14
- 天津市非渐开线齿轮供应商 12-13