视觉点胶系统在点胶过程中有一些策略和控制方法,以避免漏胶或喷胶过多的情况。以下是几种常见的方法:视觉检测与路径规划:视觉点胶系统通过实时检测工件表面的形状、大小和位置等特征,并进行图像处理和分析,确定点胶的位置和路径。在路径规划过程中,系统会考虑胶水的流动性和点胶位置的刚性需求,以避免胶水溢出或点胶不足。系统会根据点胶目标的要求,计算出适当的点胶路径,并在点胶过程中实时调整胶水的流量,确保点胶准确、稳定且符合要求。喷嘴设计和调节:视觉点胶系统通常配备可调节喷嘴大小和流量的点胶阀。通过调节喷嘴的直径、流道和出胶口的尺寸等参数,可以控制胶水的流量。经过事先的实验和调试,根据胶水的性质和点胶需求,系统可以选择适当的喷嘴,并通过调整喷嘴的开启时间和胶水供给压力等参数,控制胶水的流量,避免漏胶或喷胶过多的情况。视觉点胶系统的高精度运动控制,确保点胶位置误差极小。广州流水线跟踪视觉点胶系统单位
全景视觉点胶系统的优势:旗众智能全景视觉点胶系统都有哪些优势,你知道吗?"一,采用大幅面视觉智能定位系统,视觉定位效果“快、准、稳”,快:只需0.1秒,准:自动识别不良产品与不需要点胶产品,稳:产品只要放在视野范围内皆可识别。第二,无需夹具, 支持多产品360°随意摆放,解决了传统点胶机需夹具固定工件后才能点胶的弱点。""第三,先进的视觉与工艺算法,可保证高精密、高一致性、高可靠性的点胶效果。点胶系统误差极小,综合机械精度在0.1mm以内第四,WINDOWS可视化操作界面,简单快捷,CAD编辑与导存文件,一次文件制作,无限次使用" 上海涂胶机视觉点胶系统单价视觉点胶系统具备胶水余量预警,防止缺胶导致生产中断。

视觉点胶系统是一种非常常见的自动化点胶设备,因为它能够通过图像处理技术检测并定位胶水在需要粘合的位置进行点胶操作。为了确保视觉点胶系统的长期运行和性能,以下是一些保养和维护的关键建议:定期清洁视觉系统:视觉系统是视觉点胶系统的关键部分,因此,定期清洁镜头和其它元件,以确保其准确的检测和定位能力。定期清理和更换喷嘴:由于胶水具有粘性,当使用时间较长或未充分清洁时,胶水需要会堵塞喷嘴或胶管。因此,需要定期清洁喷嘴和更换老化失效的零部件。定期检查和校准系统:视觉点胶系统需要定期进行校准和检查,以确保其准确性和稳定性。校准过程可以包括重复性和标定测试,以确保胶水准确投放在所需位置上。使用和存储条件:视觉点胶系统需要使用在适当的环境条件下,避免过高或过低的温度和湿度。在设备不使用时,请遮盖视觉系统,并按说明书建议存放设备。
视觉点胶系统—自动寻边功能:在传统的点胶过程中,产品的边缘变形可能导致点胶位置不准确,给生产过程带来困扰。不过,旗众的视觉点胶系统的自动寻边功能,可以很好的解决这个问题。它通过高精度的图像识别和智能算法,能够准确识别产品边缘的位置和形状,并自动调整点胶路径,解决边缘变形带来的点胶位置不准问题。使用自动寻边功能非常简单。您只需打开软件并选择自动寻边模式,将产品放在加工台面上,系统会自动捕捉边缘的特征,并根据捕捉到的数据进行点胶路径的精确计算。无论产品形状如何变化,我们的软件都能保证点胶工作的高效和一致。视觉点胶系统支持各种点胶阀,满足不同粘度胶水点胶需求。

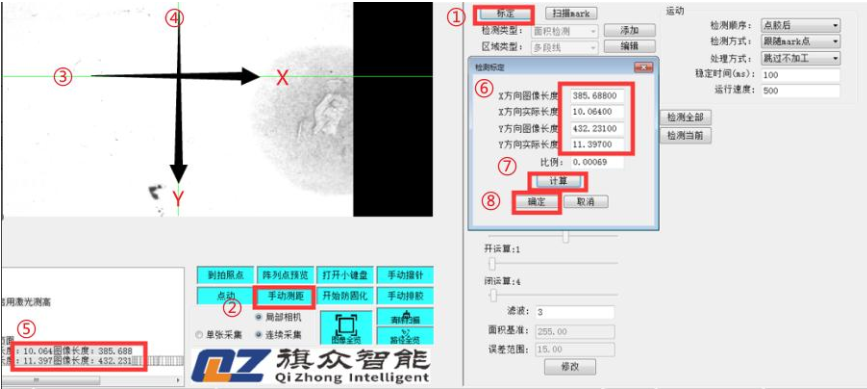
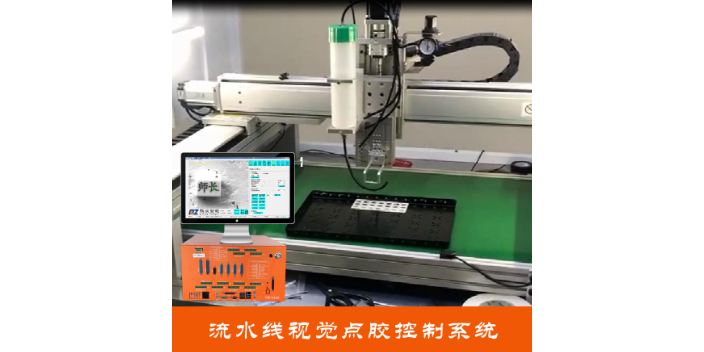
视觉点胶系统的操作介绍:怎么使用我们的视觉点胶系统?首先我们将产品放到传送带上进行识别,识别后,我们的点胶软件上会显示出所识别到的产品图形,我们将识别到的图形放大,放大之后我们需要做样品模板,需先确定范围和调整相机亮度,产品能够识别清晰后右键点击确定。这样我们的产品全部识别到了。接下来我们就开始绘制产品的加工轨迹了,然后设置好点胶工艺参数后点击确定。电脑就会将点胶轨迹传输到点胶机上,之后我们点击“开始点胶”就可以开始对产品进行点胶了。视觉点胶系统可与其他自动化设备联动,构建完整生产线。广州流水线跟踪视觉点胶系统单位
视觉点胶系统实时监测点胶过程,异常情况及时报警并停机。广州流水线跟踪视觉点胶系统单位
在视觉点胶系统中,虽然现代的算法和技术已经极大地改善了系统的准确性和可靠性,但仍然需要会出现一些判断错误。以下是一些常见的判断错误:假阳性错误:在判断点胶位置和质量时,系统错误地将无需点胶的区域标记为需要点胶,导致多余的胶水施加。这需要是由于图像处理中的噪声、光照变化或表面反射特性等因素引起的。假阴性错误:系统未能检测到需要点胶的区域,导致少量或未点胶的位置。这需要是由于图像处理中的图像分辨率不足、检测算法的灵敏度设置不当或物体表面特性的变化等原因引起的。点胶位置偏差:系统在点胶位置控制上出现偏差,使得点胶位置与目标位置不匹配。这需要是由于机械结构的误差、控制系统的延迟或图像处理算法的误差等因素引起的。点胶质量误判:系统未能准确判断点胶的质量,导致胶水过多或过少。这需要是由于图像处理算法对胶水的特征提取不准确或对胶水流动性的判断不准确等原因引起的。广州流水线跟踪视觉点胶系统单位