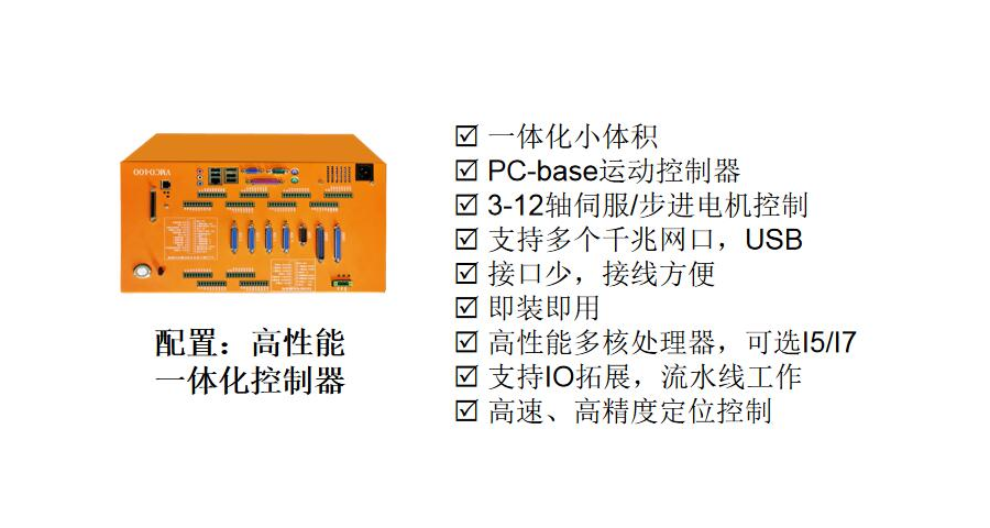
点胶系统是一种工业自动化设备,用于精确地将胶水或其他粘合剂应用到工件表面的特定位置。这种系统通常用于电子制造、汽车制造、医疗器械制造等行业中。点胶系统的主要组成部分包括控制器、点胶阀、传感器、运动控制系统和供胶系统等。点胶系统的工作原理是通过控制点胶阀来精确地释放胶水,根据特定的程序在需要粘合的位置上形成粘结。这种精确的控制使得点胶系统可以应用于各种复杂的工件表面,确保胶水被准确地应用到需要的位置上,从而提高生产效率和产品质量。随着技术的发展,点胶系统在生产中的应用越来越普遍。四川灌胶机点胶系统设备
在选择点胶材料时必须仔细考虑流变学、化学和混合比例等因素,充分先了解胶水的分类及特点。环氧树脂是一款环保型粘合剂,但是它干燥速度慢,耐水性差,所以需要在干燥的地方使用,水性环氧胶粘剂是以树脂为原料,以水为溶剂或分散剂,而制备成的一种环保友好型胶粘剂。水性环氧胶是点胶机常用胶水之一,具备无毒、无污染、不燃烧,使用起来非常安全等特点,而且很容易清洗。硅胶材料胶粘剂无毒无污染,高分子量使它能形成性能优良的粘合膜,它具有耐低温、柔韧性、粘接性能好、胶膜物性可调节范围宽等优点;其分子结构中具有柔性分子链,表现出优良的耐冲击、耐疲劳、耐低温性能,还具有性能的可设计性,胶层从柔性到刚性的任意可调,可满足不同材料间的粘合需求。 广州自动点胶系统品牌点胶系统的清洁设计有助于避免污染和交叉沾染。
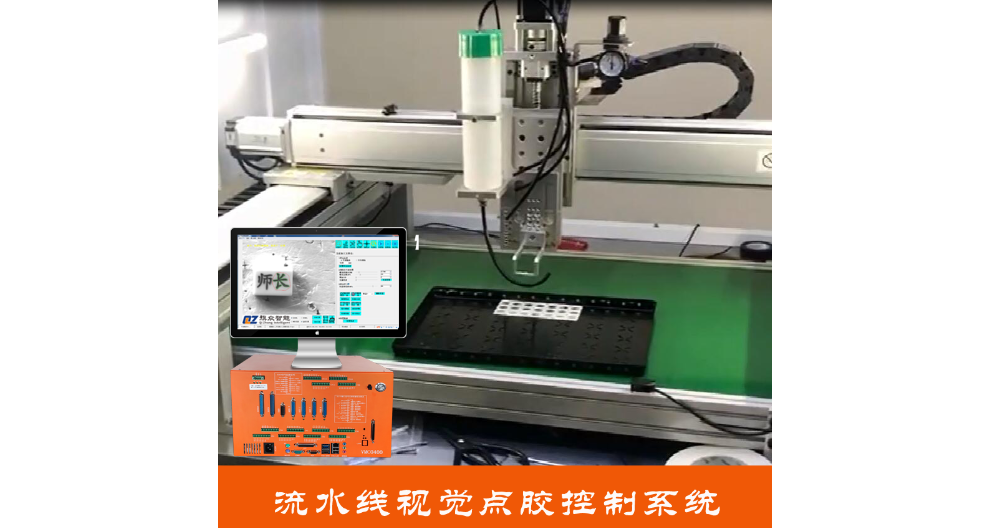
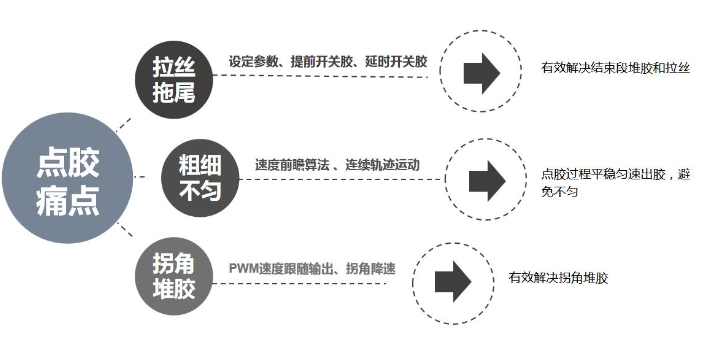
点胶系统出胶不均匀的原因:一般情况下是因为阀的气压不够稳定导致的,要使阀的气压达到稳定状态后,方可均匀出胶,另外还有几种情况也会导致出胶不均匀,可能是点胶阀的千分尺没调节好,可能是胶水粘度不合适,也有可能是点胶阀的温度不够,还有就是点胶参数设置不正确,以上这些原因都有可能导致点胶系统出胶不均匀。单工位和双工位视觉点胶系统的区别:单工位和双工位视觉点胶机比较大的区别是,双工位点胶机比单工位点胶机增加了一个工位,可左右循环作业。正因为双工位点胶机需要在两个工位上进行点胶任务,所以双工位视觉点胶系统要用到两套相机镜头,左右工位各一套,分别进行单独的作业。双工位视觉点胶系统在加工过程中控制点胶机可以进行不停顿生产,效率是单工位点胶系统的双倍。
点胶系统的操作难度因系统类型和复杂性而异。下面是一些常见类型的点胶系统的操作难度描述:手动点胶系统:手动点胶系统通常是非常简单的类型,操作相对容易。操作人员通过手动控制点胶枪或手动开关来控制胶水的释放。虽然这种系统相对简单,但操作的精确性和稳定性依赖于操作人员的经验和技能。半自动点胶系统:半自动点胶系统在手动系统的基础上增加了一些自动化功能,如自动胶水喷射、自动胶水供给和定量控制等。这些系统通常具有一些简单的控制面板或按钮,可通过调整参数来控制点胶过程。操作人员需要基本的培训来熟悉系统的操作和参数设置。全自动点胶系统:全自动点胶系统是非常复杂的类型之一,通常由计算机控制。这些系统具有复杂的软件界面和功能,可以进行高级的精确控制和编程。对于全自动系统,操作人员需要深入了解系统操作和参数设置,并具备一定的编程能力。使用全自动系统需要更多的培训和经验。点胶系统的可追溯性有助于质量控制和溯源。

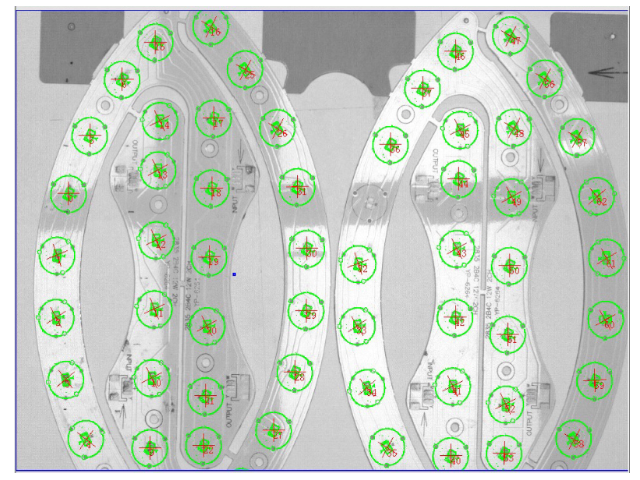
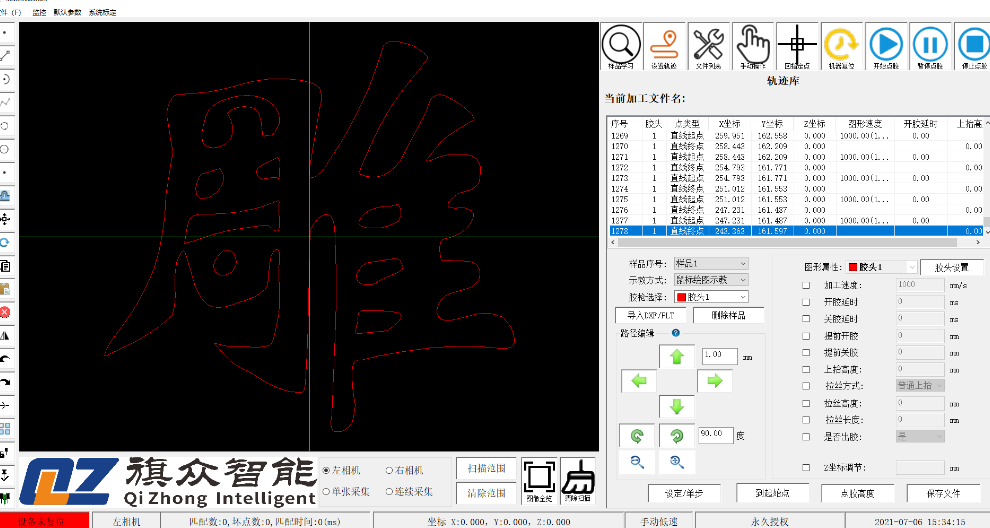
机器人流水线跟随点胶系统:机器人流水线跟随点胶系统是旗众智能专为基础机器人流水线点胶加工而研发的一套系统。可以自动跟踪,视觉定位识别点胶的区域,然后进行点胶位置的自动补偿,实现对点位的追踪,快速准确机器人通过视觉自动抓拍产品的坐标信息,实现对输送带上产品的动态跟踪和高精度的随动点胶,使得它可在极小的缝隙间很好地完成点胶工作。准确点胶的前提是什么?规划轨迹转换为现实轨迹,是准确点胶的前提。那么如何保证转换的效果呢?可以借助一站式自动标定方案,主要包括以下两点:1、机台初始标定,精度偏差0.02毫米2、胶头与工件的位置标定,使用2D或3D视觉识别,快速获取点胶头和工件的实际安装位置,偏差精度0.02毫米。 某些点胶系统具有快速切换功能,适用于多样化生产需求。河北CCD视觉点胶系统多少钱
点胶系统的节能设计有助于降低生产环境的能耗。四川灌胶机点胶系统设备
处理不同粘度的胶水在点胶系统中是一个重要的考虑因素。以下是一些常用的方法:调整点胶系统参数:可以通过调整点胶系统的压力、速度和时间等参数来适应不同粘度的胶水。对于较高粘度的胶水,可以增加压力和速度;对于较低粘度的胶水,可以降低压力和速度。更换合适的点胶针头:根据胶水的粘度,选择合适的点胶针头。通常,较高粘度的胶水需要使用具有较大开口和较大直径的针头,以便更容易流动;而较低粘度的胶水需要使用具有较小开口和较小直径的针头,以便更好地控制流量。使用加热功能:一些点胶系统具有加热功能,可以通过加热胶水来降低其粘度。这样可以使胶水更容易流动,并提高点胶的均匀性和精确性。四川灌胶机点胶系统设备