- 品牌
- 捷福欣
- 型号
- 1.0 1.25 1.5 2.0 2.54 3.96线束加工
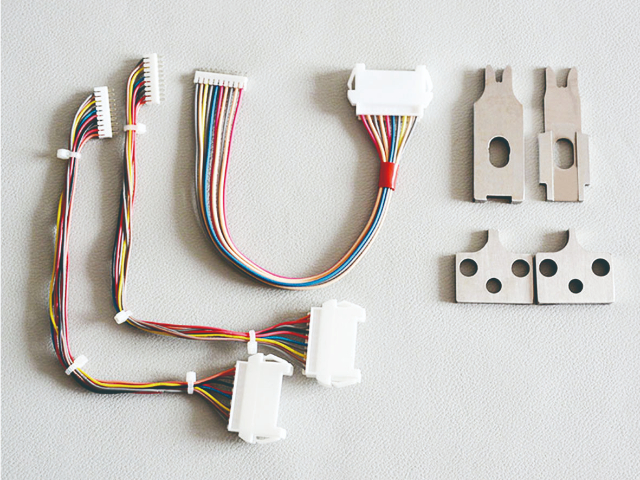
在线束加工的整个过程中,质量控制贯穿始终。每一道工序都设有严格的检验环节,设备检验员会对每一个步骤的产品进行细致检查,确保所有参数完全符合设计要求,并认真记录相关数据。一旦发现不合格产品,我们会立即停止生产,及时进行处理,并深入追溯原因。通过建立完善的质量追溯体系,能够准确找出问题所在,采取针对性的改进措施,避免类似问题再次发生,从而有效保障生产质量,以此来确保每一个下线的线束都能达到高质量标准。线束加工的裁线工序,这是线束加工的起始环节,捷福欣十分重视。汽车无线充线束加工生产厂

沾锡工艺提升连接性能
沾锡是为了方便导线与其他部件连接,提升连接性能。按标准操作流程给定的温度调节锡炉,将电线整理整齐,确保各芯线导体分开、对齐,先沾上助焊剂,再将芯线垂直送往锡炉中,到位后立即取出线材。沾锡要求上锡均匀,不得出现散丝,且沾锡深度符合工艺要求。通过沾锡,能在导线端头形成一层均匀的锡层,降低接触电阻,增强连接的牢固性与导电性,尤其在插接电路板等应用场景中,良好的沾锡效果能有效防止虚接、断路等问题,保障电子设备稳定运行。严格把控沾锡工艺,是提高线束整体质量,延长产品使用寿命的重要手段。 螺旋线束加工生产厂家线束加工的捆扎用扎带、线夹等,使线束整齐有序,方便维护。

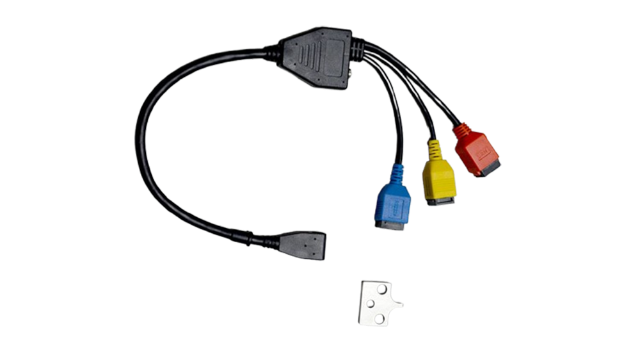
线束加工连接导线与连接器是重点环节。压接较为常用,通过压接机依据导线与端子规格,调整压接压力等参数,使端子与导线紧密结合,接触电阻小且机械强度高。焊接连接如锡焊、超声波焊接,能提供更高电气可靠性与机械强度,但对工艺要求更高。组装过程中,将连接好的部件依设计组装成线束,用扎带、缠绕管整理捆扎,让线束整齐有序。再用绝缘胶带、热缩管对连接点与裸露导线包裹绝缘,恶劣环境下使用的线束,还会添加防护套管增强防护。严格的质检是保障。外观检查线束有无破损、连接是否牢固;电气性能测试包括导通、绝缘电阻、耐压测试;机械性能测试模拟实际受力,检测抗拉、耐弯曲性能。只有通过全部质检的线束,才能进入包装出厂环节,为各类设备稳定运行提供坚实保障。
展望未来,随着 5G 技术、人工智能、物联网等新兴技术的不断发展和应用,电子设备的智能化、小型化、集成化趋势将愈发明显。这将进一步推动线束加工行业的技术创新和发展。未来的线束加工将更加注重高精度、高可靠性、高集成度以及智能化。企业需要不断加大技术研发投入,引进先进的设备和人才,提升自身的技术水平和创新能力。同时,加强与其他行业的融合与协作,共同探索新的应用领域和市场机会,为推动线束加工行业的持续发展注入新的动力。航空航天线束加工不容有丝毫缺陷,微小问题都可能引发严重飞行事故。

连接完成后,为防止短路和漏电现象,使用绝缘胶布、套管等材料对导线的裸露部分进行严密包裹。捷福欣实业在绝缘保护环节,注重材料的选择和施工工艺。选用具有良好绝缘性能、耐磨损、耐高温的绝缘材料,确保在各种复杂环境下线束的安全运行。在包裹过程中,严格按照工艺要求进行操作,保证绝缘保护的质量,这直接关系到线束的使用寿命和安全性。将连接好并完成绝缘保护的导线和连接件,按照设计图纸的要求组装成线束结构。通常是将导线按照特定的布局方式进行编织或固定,再用绝缘胶布、套管等材料进一步包裹,形成终的线束产品。在组装过程中,捷福欣实业注重线束的整理,避免导线交叉、扭曲等现象,保证线束的美观和整齐,同时便于后续的安装和维护。例如,在汽车线束组装中,整齐有序的线束布局有助于车辆的布线和故障排查。线束加工的成型时保护线束绝缘层,防止破损影响电气性能。东莞汽车线束加工工厂
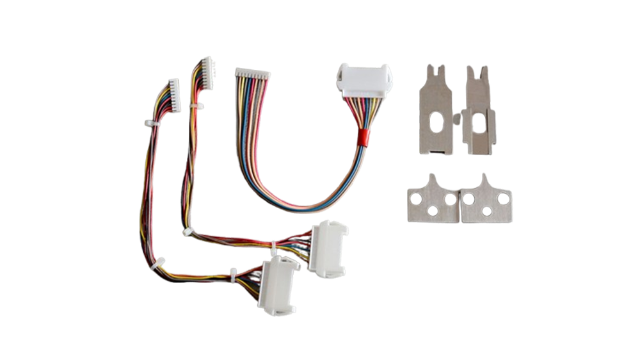
线束加工的组装胶壳整个过程严格依照工程图要求进行,避免插错位,保证线束连接的准确性和稳定性。汽车无线充线束加工生产厂
分装与组装工序的协同配合
分装是将压接好的电线按工艺要求插入护套内,为组装做准备。这一步需对不同规格的端子、护套有清晰认识,确保插入准确无误。组装则是将分装完成的小总成在图板上按回路走向拼接完成,如同搭建复杂的拼图。此过程中,要注意各部件的安装顺序与方向,确保线束布局合理、整齐。使用电动螺丝批等工具组装塑胶插头外壳时,需控制螺丝扭力,保证螺丝不露出胶壳表面且达到产品要求的紧固程度。分装与组装工序紧密协同,任何一个环节出错都可能导致线束整体结构错误,影响电气性能,只有精确配合,才能打造出符合设计要求的高质量线束产品。 汽车无线充线束加工生产厂
捷福欣 29 年线束加工配套售后体系,为所有线束加工合作客户搭建闭环式售后跟进服务,覆盖样品上机调试、批量线束交付、后期使用反馈、线束规格迭代调整全周期服务流程。每批次线束加工交付完成后,售后团队定期主动回访客户,收集线束上机运行表现、适配问题、迭代需求,同步同步给到加工技术团队,针对设备更新迭代同步调整线束加工规格;若成品上机出现线路适配、工艺相关问题,7 天 24 小时技术人员快速介入分析成因,提供加工优化方案,同步安排重新打样或批次调整生产。所有线束加工采用原厂原料、自动化设备量产,成品通过多重国际安规环保认证,全流程加工记录可完整调取核查,长期稳定加工订单可预留弹性产线产能,应对客户订...
- 汽车线束加工导体 2026-07-08
- 视频信号传输线束加工 2026-07-01
- 深圳捷福欣车灯线束加工的质量检测标准解读 2026-07-01
- 捷福欣车灯线束加工的型号 2026-06-30
- 耐磨线束加工加工厂家 2026-06-30
- 计算机设备车灯线束加工加工厂家 2026-06-29
- 新能源低压汽车线束加工厂家 2026-06-29
- 新能源发动机车灯线束加工加工 2026-06-02
- 通信设备汽车线束加工厂家 2026-06-01
- LVDS技术汽车线束加工厂家 2026-05-31


- 螺旋线束加工生产加工厂 2026-05-04
- 深圳捷福欣线束加工的价格构成 2026-05-04
- 深圳捷福欣线束加工工艺 2026-05-04
- 耐高温线束加工生产 2026-05-03
- 深圳市捷福欣线束加工服务特色介绍 2026-05-03
- 通信线束加工生产加工厂 2026-05-03


- 视频接口线束生产加工厂 07-10
- 防水汽车线束加工 07-09
- Zigbee接口线束生产加工厂 07-09
- FlexRay总线连接线加工 07-08
- 汽车线束加工导体 07-08
- 无线接口汽车汽车线束厂 07-07
- 非绝缘汽车汽车线束厂家 07-07
- 找捷福欣做线束测试设备 07-06
- LVDS技术线束加工 07-06
- Zigbee接口连接线加工厂家 07-05