- 品牌
- 捷福欣
- 型号
- 1.0 1.25 1.5 2.0 2.54 3.96线束加工
线束加工的设计环节
线束加工起始于准确的设计。设计图纸如同建筑蓝图,明确每根电线的颜色、规格、长度以及端子类型等关键信息。这要求工程师深入理解产品的电气需求与应用场景,例如汽车线束,需考虑车内复杂的电子系统布局、不同部件的电流电压要求以及电磁兼容性。精心规划电线走向,既能确保信号稳定传输,又能有效避免线束在狭小空间内的缠绕与磨损。设计时还要兼顾生产工艺的可行性,选择易于加工、质量可靠的材料,为后续的实际加工筑牢基础。一个良好的线束设计,不*能保障产品性能,还能提升生产效率,降低成本,是线束加工迈向高质量成品的关键起点。 线束加工的沾锡按标准调锡炉至 300±20℃,芯线沾助焊剂后垂直入锡炉,迅速取出。东莞工业线束加工

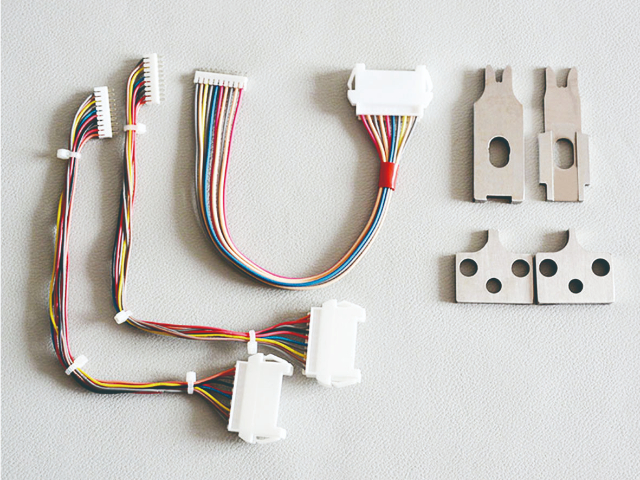
分装与组装工序的协同配合
分装是将压接好的电线按工艺要求插入护套内,为组装做准备。这一步需对不同规格的端子、护套有清晰认识,确保插入准确无误。组装则是将分装完成的小总成在图板上按回路走向拼接完成,如同搭建复杂的拼图。此过程中,要注意各部件的安装顺序与方向,确保线束布局合理、整齐。使用电动螺丝批等工具组装塑胶插头外壳时,需控制螺丝扭力,保证螺丝不露出胶壳表面且达到产品要求的紧固程度。分装与组装工序紧密协同,任何一个环节出错都可能导致线束整体结构错误,影响电气性能,只有精确配合,才能打造出符合设计要求的高质量线束产品。 东莞工业线束加工线束加工的激光切割精度高、速度快,用于精细线材及特殊材料切割。
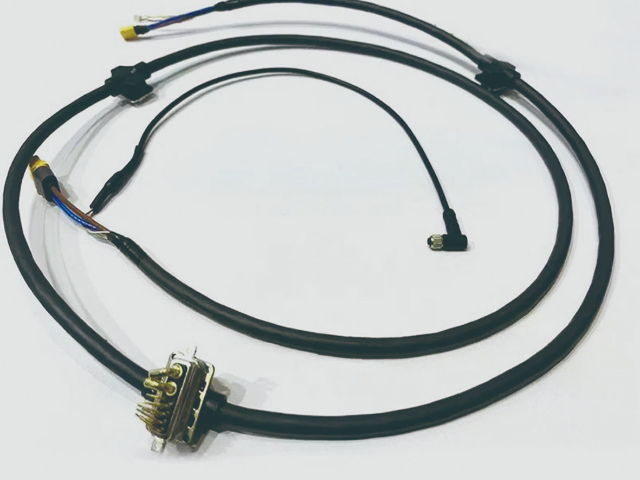
线束加工连接导线与连接器是重点环节。压接较为常用,通过压接机依据导线与端子规格,调整压接压力等参数,使端子与导线紧密结合,接触电阻小且机械强度高。焊接连接如锡焊、超声波焊接,能提供更高电气可靠性与机械强度,但对工艺要求更高。组装过程中,将连接好的部件依设计组装成线束,用扎带、缠绕管整理捆扎,让线束整齐有序。再用绝缘胶带、热缩管对连接点与裸露导线包裹绝缘,恶劣环境下使用的线束,还会添加防护套管增强防护。严格的质检是保障。外观检查线束有无破损、连接是否牢固;电气性能测试包括导通、绝缘电阻、耐压测试;机械性能测试模拟实际受力,检测抗拉、耐弯曲性能。只有通过全部质检的线束,才能进入包装出厂环节,为各类设备稳定运行提供坚实保障。
展望未来,随着 5G 技术、人工智能、物联网等新兴技术的不断发展和应用,电子设备的智能化、小型化、集成化趋势将愈发明显。这将进一步推动线束加工行业的技术创新和发展。未来的线束加工将更加注重高精度、高可靠性、高集成度以及智能化。企业需要不断加大技术研发投入,引进先进的设备和人才,提升自身的技术水平和创新能力。同时,加强与其他行业的融合与协作,共同探索新的应用领域和市场机会,为推动线束加工行业的持续发展注入新的动力。绝缘材料的选择在线束加工中至关重要,它需具备良好的电气绝缘性能、机械性能和耐环境性能。
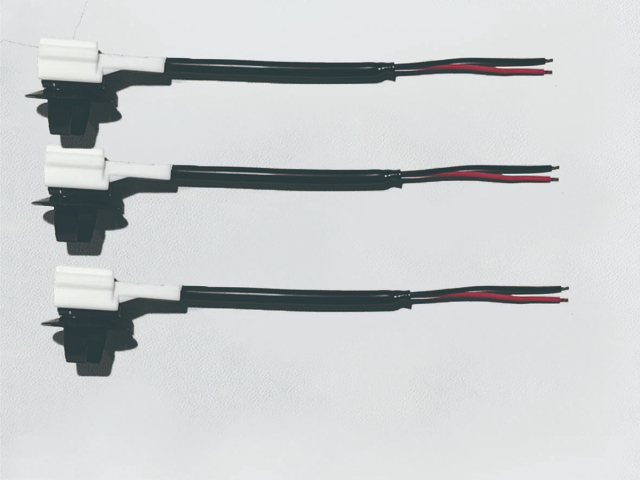
压接是常用的连接方式,通过压接机将连接器端子与导线紧密压合在一起。压接过程中,需要根据导线线径和端子规格,调整合适的压接参数,包括压接压力、压接模具等。良好的压接连接应保证接触电阻小、机械强度高,且不会损伤导线。焊接连接则是利用焊接设备将导线与连接器焊接在一起,常见的焊接方法有锡焊、超声波焊接等。焊接连接能够提供更高的电气可靠性和机械强度,但对焊接工艺要求较高,需要控制好焊接温度、时间和焊接材料的用量。缠绕连接一般用于临时性或对连接要求不高的场合,通过将导线与连接器端子进行缠绕,并使用绝缘胶带进行固定。线束加工如同人体的神经系统,负责传输各种信号与电力。东莞工业线束加工
线束加工持续创新,向智能化、自动化、绿色化迈进 。东莞工业线束加工
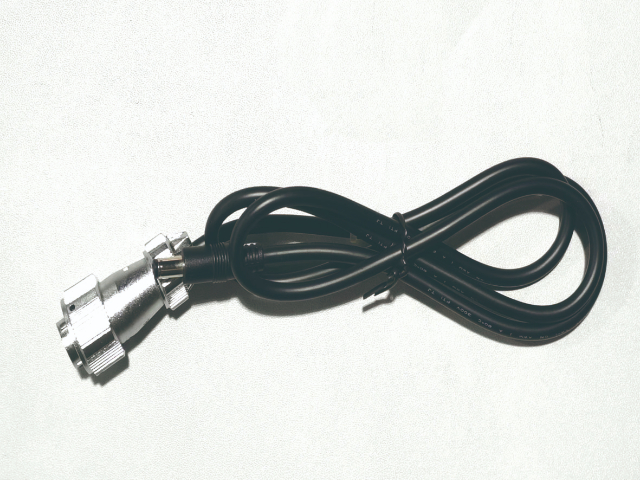
线束加工-绝缘套装是提升线束安全性与稳定性的重要举措。工人会根据实际需要,将绝缘套管截取合适的长度,并精细地套在导线上。绝缘套管的材质一般具有良好的绝缘性能、耐磨损性和阻燃性,能够有效防止导线之间发生短路,同时抵御外界环境因素,如潮湿、灰尘、化学物质等对导线的损害。为了确保绝缘套管固定牢固,可采用热收缩套管或胶水等方式进行固定。热收缩套管在加热后会紧密贴合导线,形成可靠的防护层;胶水则能增强绝缘套管与导线之间的附着力,进一步提升防护效果。东莞工业线束加工
捷福欣专注线束加工29年,拥有300+台专业加工及检测设备,具备专业的医疗设备线束加工能力,专为医疗检测设备、诊断设备、护理设备等提供线束加工服务,聚焦合规、无菌、稳定的加工需求,符合医疗行业严格标准。医疗设备线束加工选用符合医疗级标准的国际原厂原料,具备无毒、无菌、耐腐蚀、耐消毒等特性,加工过程严格遵循医疗级生产标准,采用无菌加工环境,避免加工过程中产生污染,确保加工产品符合医疗设备使用要求。导体选用高纯度铜材,加工后导电性能稳定,信号传输,可保障医疗设备的检测数据、控制信号传输稳定,避免出现误差,绝缘层采用耐消毒、耐温材料,经过专业加工处理,可适应医疗设备的高频消毒、长期运行工况。加工后的...
- 通信设备汽车线束加工厂家 2026-06-01
- LVDS技术汽车线束加工厂家 2026-05-31
- 汽车氛围灯线束加工生产厂 2026-05-30
- 转接车灯线束加工定制厂家 2026-05-21
- 汽车线束加工导体 2026-05-21
- 新能源电子汽车线束加工厂家 2026-05-05
- 螺旋线束加工生产加工厂 2026-05-04
- 深圳捷福欣线束加工的价格构成 2026-05-04
- 深圳捷福欣线束加工工艺 2026-05-04
- 耐高温线束加工生产 2026-05-03

- 耐高温线束加工生产厂家 2026-04-01
- 找捷福欣做车灯线束加工组装工艺优化方案 2026-04-01
- 医疗设备汽车线束加工厂家 2026-03-31
- 定制线束加工生产加工厂 2026-03-30
- 耐腐蚀线束加工加工厂 2026-03-27
- 耐磨损线束加工销售厂家 2026-03-21




- 找捷福欣科技做线束优化效果 06-07
- 捷福欣科技电子线束认证优势分析 06-06
- 传输协议线束生产厂家 06-06
- 电池线束定制 06-05
- 新能源点火开关线束 06-05
- 连接线生产厂家导体 06-04
- 工业控制连接线 06-04
- 电池连接线定制 06-03
- 深圳市捷福欣线束定制服务 06-03
- 新能源发动机车灯线束加工加工 06-02