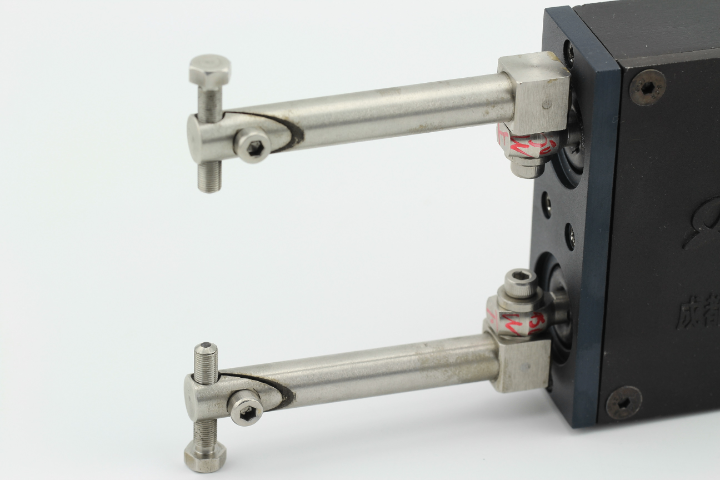
外圆磨加工主动测量仪能保障外圆表面的尺寸精度。外圆作为零件与其他部件配合的关键表面,其直径公差、圆度等参数直接影响装配精度,传统磨削中因砂轮磨损、工件热变形等因素易出现尺寸偏差。主动测量仪通过对称布置的测头实时接触外圆表面,持续采集直径数据和圆度偏差,将信息实时传输至磨削控制系统,当检测到尺寸接近公差上限时,自动降低进给速度,直至达到目标尺寸后停止磨削。这种精确控制可确保外圆尺寸严格处于设计公差范围内,避免因尺寸超差导致的配合间隙过大或过小,减少运转中的摩擦损耗和振动,为零件的稳定配合提供基础保障,同时降低因尺寸问题导致的返工率,提升加工质量的可靠性。磨加工主动测量仪的信号传输线路需妥善布置,避免受到电磁干扰影响测量结果。江苏主动测量系统多少钱
外圆磨加工主动测量仪可提高外圆加工的自动化集成度。传统外圆磨削需要操作人员频繁停机测量、调整参数,自动化程度低,影响生产效率,且易因人为操作误差导致质量波动。主动测量仪与磨削设备、自动上下料系统、砂轮修整装置等实现无缝对接,形成闭环自动化加工系统:自动上料后,测量仪立即采集初始尺寸并规划磨削路径,磨削过程中实时调整参数,完成后自动检测并记录质量数据,不合格品自动分流。这种高集成度自动化能力减少了人工干预,提升了单班生产效率,同时因参数调整的精确性降低了质量波动,使操作人员可同时监管多台设备,提高人力资源利用率,适应现代化智能制造的生产需求。主动测量仪厂家磨加工主动测量仪的测量范围可通过更换不同规格的探头进行扩展,增强设备的通用性。
在线磨加工主动测量仪能实现加工数据的实时交互。在生产环境中,加工数据的即时共享对生产调度和决策至关重要,传统测量设备的数据传递依赖人工录入,存在滞后性。在线主动测量仪可同步实时采集的尺寸数据、设备状态等信息,实现数据的无缝对接与共享。这种实时交互能力使操作人员能在第1时间掌握磨削工序的动态,及时根据数据调整生产计划,协调前后工序的衔接,避免因信息滞后导致的生产脱节,同时为生产数据分析提供实时数据源,提升生产管理的及时性与科学性。
成都工具研究所有限公司磨加工主动测量系统,是国际先进磨加工在线测量技术与自主研发深度融合的成果。依托超过三十年在线检测产品的生产积淀,该系统在技术迭代中不断夯实关键竞争力——既吸收国际前沿测量技术的精髓,又结合国内精密加工场景的实际需求,完成了从技术引进到自主创新的跨越。多年来,研发团队聚焦在线测量的关键痛点,在信号传输、数据处理、精度校准等关键环节持续攻关,使测量系统既保持了国际技术的先进性,又具备适配国内多行业加工设备的兼容性,成为兼具技术深度与实践价值的精密测量装备,彰显了工具所在在线检测领域的深厚技术积累与行业前列地位。磨加工主动测量仪探头与磨床主轴的相对位置关系需固定,避免因位置变动影响测量精度。

曲轴磨加工主动测量仪可提升曲轴磨削的形位公差控制能力。曲轴的圆柱度、同轴度、跳动量等形位公差对发动机运转平稳性至关重要,传统加工难以兼顾多参数的实时监控。主动测量仪通过多方位传感器同步监测轴颈的径向跳动和轴向偏移,结合曲轴旋转角度数据,实时计算形位误差值,反馈至机床进行动态补偿,如调整砂轮轴线与曲轴中心线的平行度。这种动态修正能力有效降低形位误差,确保各轴颈的同轴度,减少因偏心导致的离心力波动,提升发动机运行的平稳性,满足高性能发动机对曲轴形位精度的严苛要求。磨加工主动测量仪的维护人员需具备专业知识,能够准确判断和排除常见故障。外圆主动测量系统多少钱
磨加工主动测量仪能够实时监测工件的形状误差,为后续的精度调整提供方向。江苏主动测量系统多少钱
ZD系列主动测量系统的持续迭代,不*彰显了成都工具所的自主创新能力,更为国内精密加工行业的技术升级提供了关键支撑。在数字化、智能化制造趋势下,研发团队将在线测量技术与数字化管理深度融合,系统可实现测量数据的实时存储、分析与联网共享,为企业搭建生产过程的数字化监控平台,助力智能制造转型。同时,作为拥有三十年经验的在线检测领域出色产品,ZD系统通过技术输出与行业交流,推动了国内磨加工在线测量行业的技术规范与标准完善。其兼具高精度与高性价比的特性,让更多中小型精密加工企业能够接入先进在线检测技术,缩小了行业技术差距,为我国精密制造领域的自主可控发展注入了持久动力,成为国产化精密测量装备的典范。江苏主动测量系统多少钱

