- 品牌
- K.KING
- 模具材质
- 硬质合金
- 模具类型
- 精密模具
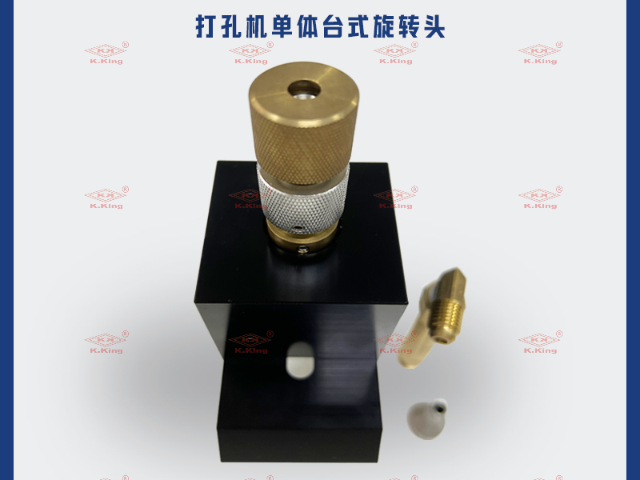
- 模版放置形式
- 立式
- 模具用途
- 精密模具厂精密五金厂
- 模具设计软件
- AutoCAD
- 模芯加工
- 电火花加工,精磨
打孔机的深度校准配件在确保打孔精度方面具有关键作用。深度校准装置通常由刻度标记和微调机构组成,刻度标记精确地标明了不同的深度数值,方便操作人员清晰地了解钻孔的设定深度。微调机构能够进行精细的深度调整,满足对钻孔深度有极高精度的要求。例如在精密模具制造中,对孔深精度可能要达到0.01毫米甚至更高,通过深度校准配件,可以将误差控制在极小范围内。而且,这种配件还能记录历史钻孔深度数据,便于后续的查询和分析,为批量生产或质量把控提供数据支持。可编程的打孔机控制系统,通过软件升级实现更多功能和更高效的打孔作业。河北耐用打孔机配件经营
打孔机的控制系统配件是实现精确控制的关键。如传感器配件,它们能够实时监测打孔过程中的各种参数,如钻孔深度、钻孔速度、钻头温度等,并将这些信息反馈给控制系统。控制系统根据传感器反馈的信息,自动调整打孔机的工作状态,实现智能化的打孔控制。例如,当钻孔深度达到预设值时,控制系统会自动停止打孔,避免过度钻孔。此外,控制系统还可以通过编程实现复杂的打孔任务,提高打孔的自动化程度和效率。
打孔机的进给配件在控制钻孔深度和打孔精度方面发挥着重要作用。进给杆通常由高精度的金属制成,能够准确地将钻头送入或退出工件。进给配件的设计考虑了打孔的不同需求,通过精确的调节机构,可实现快速进给和微调进给。在打孔开始时,采用快速进给方式,提高打孔效率;接近目标深度时,切换到微调进给方式,确保钻孔深度的精度。而且,进给配件还配备有深度刻度和显示装置,方便操作人员准确掌握钻孔深度,保证打孔质量。 河北耐用打孔机配件经营配备高速主轴配件的打孔机,能够显著提高打孔效率,适合大规模生产。
打孔机的夹紧装置配件是确保工件在打孔过程中保持稳定定位的关键。夹紧装置通常由多个相互配合的部件组成,例如夹紧块和夹紧力调节机构。夹紧块采用质量耐磨材料制成,其表面具有特殊的纹理或沟槽设计,能够更好地贴合工件表面,提供更稳固的夹紧效果。夹紧力调节机构则可以根据不同工件的材质和尺寸,精确调整夹紧力的大小。在高精度钻孔作业中,较小的夹紧力可以避免工件变形,而面对较大硬度工件时,足够的夹紧力则能防止其在钻孔过程中移动,保障钻孔位置的准确性。
钻头:材料科学与涂层技术的博弈场
现代钻头已突破传统高速钢(HSS)局限,硬质合金(碳化钨)钻头在钛合金加工中展现压倒性优势。纳米涂层技术(如CrAlN/TiAlN复合涂层)通过原子级沉积,使钻头表面硬度达3800HV,摩擦系数降低45%。在汽车发动机缸盖生产线,涂层钻头单次钻孔数量从800件提升至1500件,刀具成本占比下降28%。
行业突破:日本住友电工开发的纳米多晶金刚石(Nano-poly CD)钻头,可在CFRTP碳纤维复合材料上实现镜面出口,孔壁粗糙度Ra0.4μm,颠覆传统钻孔毛刺问题。
市场数据:全球硬质合金钻头市场年复合增长率(CAGR)达6.7%,其中航空航天领域占比从2019年的12%跃升至2023年的18%。 打孔机配件的智能化设计,提高了设备的自动化水平。

打孔机的安全防护栏配件在保护操作人员安全方面起着至关重要的作用。安全防护栏通常安装在打孔机周围,形成一个封闭或半封闭的空间,防止操作人员在设备运行时误触打孔钻头或其他危险区域。防护栏的设计考虑到人体工程学和防护效果,采用强度高的金属框架和透明的防护网,既能够提供有效的防护,又不会阻碍操作人员观察打孔过程。而且,防护栏的安装牢固可靠,经过严格的安全检测和认证,确保在打孔机发生意外情况时,能够为操作人员提供可靠的安全保障。高性能的打孔机配件,确保了加工部件的高精度和高质量。江苏靠谱的打孔机配件工厂直销
坚固耐用的打孔机支架,支撑整个机器稳定运行。河北耐用打孔机配件经营
打孔机配件在整个打孔设备中起着至关重要的作用。首先不得不提的是打孔机的钻头,它如同厨师手中的刀具,直接关乎着打孔的质量和效率。质量的钻头材质,如高速钢材质,具有高硬度和高耐磨性,能保证在长时间的打孔作业中依然保持锋利,精细地在各种材料上钻出符合要求的孔。其螺旋形状的设计则有助于有效地排出钻孔产生的碎屑,避免碎屑堵塞影响钻头的正常工作。而打孔机的夹头也是不可或缺的重要配件。它的作用是稳固地夹持钻头,确保钻头在高速旋转过程中不会偏离既定方向。一个精度高的夹头,能够实现钻头的快速更换,减少工作中的停机时间,提高整体工作效率。其内部的弹簧和卡爪结构经过精密设计,能根据不同直径的钻头进行自适应调整,紧密贴合钻头表面,使钻头在打孔时不受丝毫晃动干扰,为打孔作业提供可靠的稳定性。河北耐用打孔机配件经营

打孔机的配件中,深度控制配件对于实现精确打孔有着关键作用。深度传感器是其中一种常见的配件,它能够实时监测钻头的位置,将钻头深度信息反馈给控制系统。通过精确的测量和反馈,操作人员可以在操作面板上直观地了解到钻头的实时位置,从而实现精细的深度控制。这种深度控制配件在多个领域都有重要应用,例如在印刷电路板打孔中,能够准确地钻出规定深度的孔,确保电路连接的质量。 此外,打孔机的调速配件也是影响打孔效果的重要因素。不同的材料和应用场景需要不同的打孔速度。调速配件通常采用可调速电机或配备调速电路,操作人员可以根据具体需求在操作面板上调节打孔机的转速。在打孔较硬的材料时,较低的转速可以增加钻头与材...
- 河南耐用打孔机配件经营 2026-04-15
- 广东沙迪克打孔机配件批发 2026-04-15
- 江苏沙迪克打孔机配件 2026-04-14
- 海南耐用打孔机配件 2026-04-14
- 黑龙江实用打孔机配件生产企业 2026-04-13
- 山西国产打孔机配件批发 2026-04-13
- 中国香港进口打孔机配件经营 2026-04-13
- 四川实用打孔机配件批发 2026-04-13
- 青海便宜的打孔机配件经营 2026-04-13
- 河南进口打孔机配件采购 2026-04-12

- 湖北沙迪克打孔机配件生产企业 2026-04-11
- 标准打孔机配件经营 2026-04-10
- 宁夏标准打孔机配件工厂直销 2026-04-09
- 中国台湾靠谱的打孔机配件厂家电话 2026-04-08
- 辽宁国内打孔机配件经营 2026-04-08
- 广西靠谱的打孔机配件 2026-04-08





- 黑龙江沙迪克AP铜线一般多少钱 06-07
- 青海沙迪克AP铜线厂家批发价 06-07
- 广东定制沙迪克AP铜线多少钱 06-07
- 四川沙迪克AP铜线维修 06-07
- 广东质量沙迪克AP铜线采购 06-07
- 河南沙迪克AP铜线厂家 06-06
- 广东先进的沙迪克AP铜线厂家 06-06
- 安徽沙迪克AP铜线工厂直销 06-06
- 广东精度高沙迪克AP铜线维修 06-06
- 河南沙迪克AP铜线工厂直销 06-06