在汽车橡胶密封件生产中,模具长期处于高温环境,且橡胶材质粘性较强,传统脱模剂易出现膜层脱落、脱模不彻底等问题。日本 Fluoro 的 FG-5095 高耐热性高温模具通用品,耐温高达 250℃,能适应橡胶成型的高温工况,其强劲的非粘着性可让密封件轻松脱离模具,且不会残留痕迹,保障了密封件的尺寸精度与密封性能。对于经过氟树脂加工的汽车模具,若遇到部分树脂成型脱模困难的情况,可选用 FG-5090 脱模剂,该产品专门针对氟树脂加工模具设计,涂布后能大幅提升脱模性,解决了特殊模具的脱模难题。无需外部委托特氟隆加工,氟系脱模剂室温下就能干燥成型。中山模具脱模剂规格

氟系脱模剂的优势:优势1在于其对微细结构的极好复制能力。氟系脱模剂形成的脱模膜厚度只在十纳米级别,这使得它能够毫无失真地转印从纳米到微米尺度的精细模具结构。无论是发光二极管制造中的微透镜阵列成型,还是超疏水表面微观结构的制作,抑或是光纳米压印和热纳米压印这类超高精度成型工艺,氟系脱模剂都能确保细微形状的忠实再现,保障了高级制品的精度与功能。优点2是能够有效减少模具内的气体污染物积聚。将脱模剂涂布于模具的排气孔等关键部位,可以明显减少树脂分解物等污染物在模具腔内的附着,使得模具保持清洁,延长了连续生产周期,也减轻了清理维护的工作负担。东莞快速脱模剂原理氟系脱模剂可用毛刷、喷雾器涂布,在制造现场即可轻松操作。
对于挤出成型工艺,日本氟聚合物脱模剂展现了独特的防粘效果。在挤出成型的机头部位预先涂布脱模剂,可明显减少原料残留。这是由于脱模剂与涂布表面形成的牢固结合,能够持续发挥脱模作用,从而实现长时间的连续生产。制品清洁度的提升也是日本氟聚合物脱模剂的重要优势。由于其脱模成分与模具表面紧密结合,不会转移到成型制品上,因此省去了后续的清洗工序。这一特点不*简化了生产流程,也避免了清洗剂对环境的污染,符合现代制造业的环保要求。
连续脱模性能的延伸价值:效率提升与成本优化:1. 减少停机时间与维护成本:传统脱模剂需每50-100次成型后重新涂布,而日本Fluoro产品通过化学键合机制可将涂布周期延长至数千次。以某轮胎模具厂商为例,使用FG-5090(针对氟树脂加工模具的增强型脱模剂)后,模具清洗频率从每周3次降至每月1次,单条生产线的年停机时间减少400小时,直接节省维护成本约120万元。2. 降低废品率与材料损耗:连续脱模性能的稳定性直接关联产品良品率。在纳米压印光刻领域,模具表面的微纳结构(如光栅周期<200nm)对脱模剂的膜层均匀性极为敏感。NL-2热纳米压印电铸模具专属脱模剂通过10-20nm的超薄膜层,将光刻胶的转移残留率从15%降至0.5%以下,使单片晶圆的光刻图案完整率从82%提升至98%。3. 环保与安全合规性:日本Fluoro全系产品采用不燃性溶剂(如氢氟醚、全氟丁烷),避免了传统脱模剂中易燃有机溶剂(如甲苯、二甲苯)带来的火灾风险。同时,其低挥发性有机化合物(VOC)含量(<50g/L)符合欧盟REACH法规与中国GB 30982-2014标准,可直接用于食品接触级模具(如烘焙模具、章鱼烧机模具)。了解氟系脱模剂特性有助于优化成型工艺条件。
在施工便利性方面,日本氟聚合物脱模剂表现出明显优势。使用普通的刷子或喷雾器即可在现场轻松完成涂布作业,无需将模具送至专业厂家进行特氟龙处理。室温干燥的特性进一步简化了操作流程,提高了生产效率。当脱模性能出现下降时,简单的重新涂布即可恢复原有性能。这种便捷的维护方式较大程度上降低了模具的维护成本和时间成本。此外,对于新模具或经过修理的模具,也可以方便地进行脱模处理。安全性能是日本氟聚合物脱模剂的另一重要特性。所有型号均采用不燃性溶剂作为载体,完全消除了火灾隐患。这一特性使得产品在储存、运输和使用过程中都具有很高的安全性,同时也不受相关法规的限制,为用户提供了更大的便利。氟系脱模剂成分不易转移至制品表面,省去清洗环节。东莞快速脱模剂原理
涂布量无需过多,薄涂即可形成有效脱模层,节省用量。中山模具脱模剂规格
模具表面状态直接影响脱模剂的使用效果。新模具通常需要进行表面活化处理,以提高脱模剂的附着强度;而长期使用的模具则需评估表面粗糙度变化,当Ra值超过0.8μm时,建议进行重新抛光。对于氟树脂涂层模具,FG-5090增效剂能够明显提升脱模性能,但需要注意控制涂布量,通常每平方米模具表面的较佳涂布量为5-10ml(稀释后),过量涂布反而会导致脱模性能下降。工艺参数优化是发挥脱模剂性能的关键。在注塑成型中,模具温度每升高10℃,脱模剂的连续使用次数可增加约15%,但需注意不能超过脱模剂的较高耐受温度(如FG-5095的上限为250℃)。在挤出成型中,涂布量与线速度的匹配至关重要,杜特润技术团队开发的"涂布量-速度"匹配曲线,可帮助客户快速确定较佳工艺参数,通常对于10m/min的挤出速度,FG-5093的推荐涂布量为0.5ml/m²。中山模具脱模剂规格
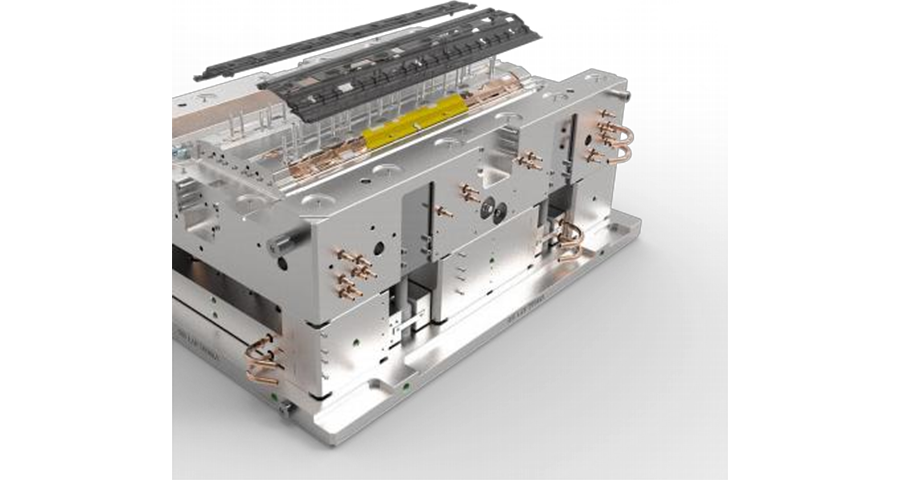
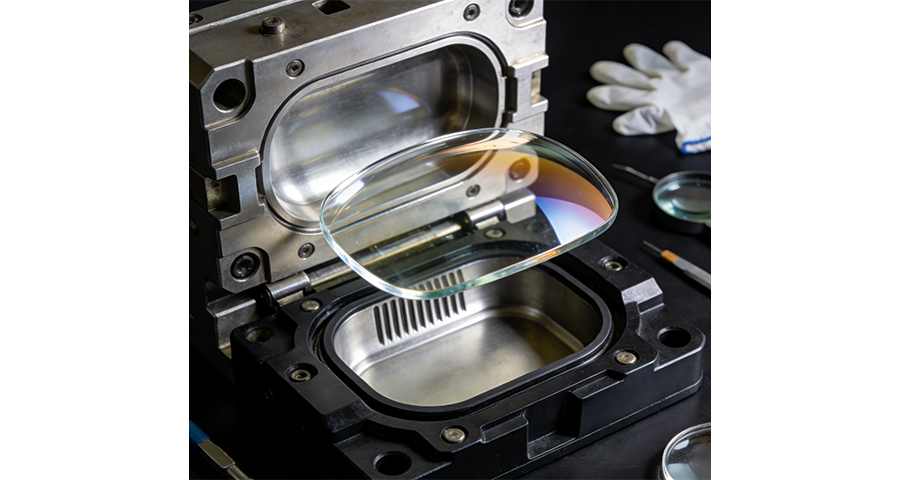
汽车制造领域:高效脱模,保障批量生产稳定性。汽车制造行业中,树脂、橡胶部件的成型加工需求巨大,如汽...
【详情】杜特润贸易(深圳)有限公司作为日本 Fluoro 的授权代理商,始终坚守 “原厂品质、专业服务” 的...
【详情】脱模剂的正确选择与应用要点:选择合适的脱模剂需要综合考量成型材料特性、模具材质、工艺条件和产品质量要...
【详情】在精密制造领域,NL-1和NL-2型号分别针对光纳米压印和热纳米压印工艺开发。这两款产品在各自的工作...
【详情】氟系脱模剂的产品阵容:NL - 1:用于光纳米压印玻璃模具,可在220度下正常工作,接触角68°,膜...
【详情】Fluoro所有型号统一用不燃溶剂,仓库里不用防爆灯,不用隔间,运输走普通物流,夏天货车里五十度也安...
【详情】工艺适应性同样不可或缺。现代制造业的成型工艺日趋多样化,注塑、挤出、压延、层压等不同工艺对脱模剂的要...
【详情】日本Fluoro脱模剂产品系列介绍:日本Fluoro公司根据不同应用场景的需求特点,开发了完整的脱模...
【详情】燃料电池隔板(CFRP):薄型化与导电性的双重挑战。燃料电池隔板需采用碳纤维增强复合材料(CFRP)...
【详情】