折弯机是一种高损耗设备,普遍应用于金属加工领域。通过搭配模具,它能制造各类金属机械部件。由于该设备损耗较大,选择合适型号至关重要。若选型不当或质量性能不佳,不*会增加生产成本,还会明显缩短模具使用寿命,给企业带来损失。其主要加工对象包括不锈钢板、铁板、铝板和铜板,使用不同刀模可加工出多种角度和形状,加工范围受机床长度和压力大小影响。在日常操作中,只要遵循正确流程,就能保障加工效率,为生产提供便利。数控折弯机可应用于大型钢结构件、铁塔、路灯杆、高灯杆、汽车大梁和汽车车货箱等相关行业的生产中。河北不锈钢折弯机型号
液压折弯机下止点位置控制原理的三种实现方式如下: 1.机械限位式下止点控制 液压活塞及与其相连的滑块的下止点位置由限位螺套限制。蜗杆驱动蜗轮转动,蜗轮只旋转而不移动,进而带动螺套上下移动以调整位置。蜗杆机构配有锁紧装置,当活塞下行至螺套上端面接触时,滑块与上模被限位,下止点得以精确控制。活塞的行程位置由位移传感器实时检测。 2.挡块-伺服阀式控制 活塞杆下行时碰压挡块(定位螺钉),经杠杆作用改变伺服阀状态,从而调整液压缸供油量,使活塞杆及滑块减速并停止。挡块位置由电动机调节,并通过编码器或电位器检测位置。若需对其他运动转换点进行控制或实时显示滑块位置,需额外安装位移传感器。 3.直线编码器-伺服阀式控制 采用直线式编码器直接检测滑块每一时刻的位置,通过数控系统与伺服阀调控工作油缸供油量。该结构设置左、右两套直线式编码器,可实时比较滑块两端位置,并通过左、右两个伺服阀对左、右缸活塞运动进行精密调整,将滑块倾斜控制至极小值,确保同步运动。由于无机械接触元件,可在折弯过程中任意调节上模楔入下模的深度。四川小型折弯机机械设备折弯机标准化模具通用性强,降低企业生产成本。

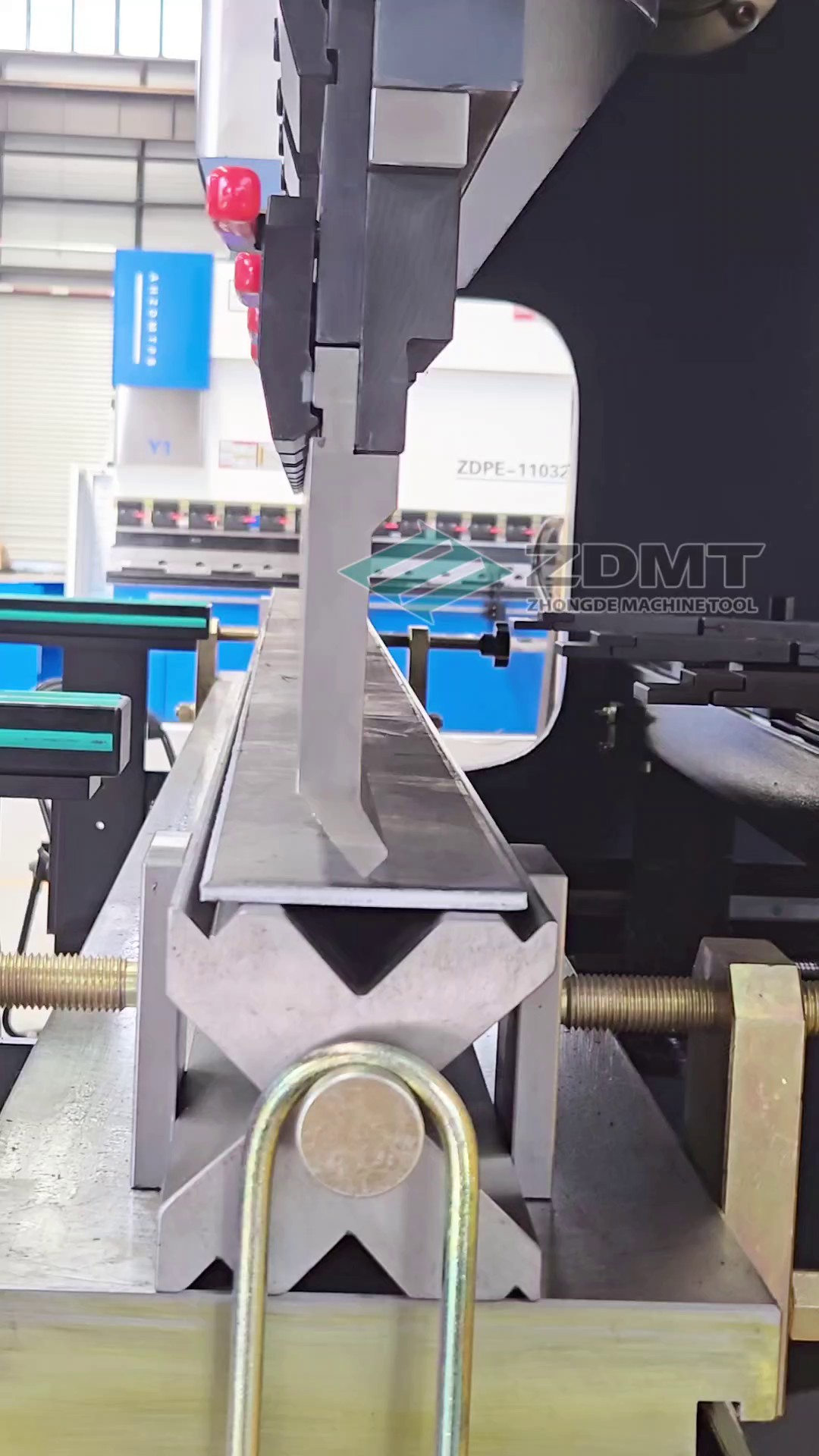
折弯机通过压紧液压缸和折弯刀具液压缸来实现棒料的压紧和折弯。液压传动系统采用柱塞液压泵供油,用于提供系统的工作压力,系统工作压力可由压力表及其开关显示。电磁溢流阀用于控制系统的卸载。压紧缸的运动方向由二位四通电磁换向阀控制,压紧缸工作压力较低,二位二通换向阀作平衡阀,用于防止释压时压紧液压缸因自重下落。折弯刀具液压缸的运动方向由三位四通电磁换向阀控制,单向节流阀用于折弯刀具液压缸活塞上升和下降时节流调速。
滑块是折弯机执行折弯动作的关键部件,其运动精度与同步性直接影响折弯角度的一致性与工件质量。滑块的运动形式包括快速下行、慢速折弯、保压、快速回程四个阶段,不同阶段的速度与压力需精确控制:快速下行阶段可缩短加工周期,提升效率;慢速折弯阶段可保证折弯精度,避免板材因变形过快产生裂纹;保压阶段可抵消板材回弹,确保角度稳定;快速回程阶段可减少等待时间,提高产能。为实现滑块的精确运动与同步控制,现代折弯机采用了多种技术:液压折弯机通常采用双缸驱动,通过同步阀或电液伺服阀控制两缸的流量与压力,确保滑块两端运动同步;电液伺服折弯机采用伺服电机驱动液压泵,通过闭环控制实现滑块位置与速度的精确调节;全电动折弯机则通过两台伺服电机分别驱动滑块两端,配合电子同步控制技术,实现更高精度的同步运动。此外,滑块的平行度调整也是关键,部分机型配备了手动或自动平行度调整装置,可根据加工需求实时调整滑块与工作台的平行度,避免因平行度误差导致工件两侧角度不一致。折弯机是金属板材加工中用于实现弯曲成型的关键设备。

液压折弯机主要由工作台、支架和夹紧板三大主要部件构成。工作台稳固地安装在支架上,其结构包含底座和压板两部分,其中底座通过铰链与夹紧板实现连接。底座内部由座壳、线圈和盖板组成,线圈被巧妙安置在座壳的凹陷中,而凹陷顶部则由盖板覆盖,确保线圈安全运行。 操作液压折弯机时,首先通过导线为线圈通电。通电后,线圈会产生电磁力,从而对压板形成吸引力,进而实现对压板与底座之间薄板的牢固夹持。这种电磁力夹持技术的应用,使得压板能够根据不同的制件需求进行多样化设计,同时还能有效加工带有侧壁的制件。 液压折弯机作为钣金加工领域的关键设备,主要用于折弯铁板等金属板材。经过折弯处理后的板材,可进一步加工成电气柜及金属箱体等成品,普遍应用于多个工业领域。液压折弯机工作平稳可靠,操作便捷,具备点动、单次行程功能,并可实现保压。湖南数控扭轴折弯机出口
折弯机模具的合理结构设计是其成功的关键因素。河北不锈钢折弯机型号
液压折弯机下止点位置控制原理的三种实现方式如下: 1.机械限位式下止点控制 液压活塞及与其相连的滑块的下止点位置由限位螺套限制。蜗杆驱动蜗轮转动,蜗轮只旋转而不移动,进而带动螺套上下移动以调整位置。蜗杆机构配有锁紧装置,当活塞下行至螺套上端面接触时,滑块与上模被限位,下止点得以准确控制。活塞的行程位置由位移传感器实时检测。 2.挡块-伺服阀式控制 活塞杆下行时碰压挡块(定位螺钉),经杠杆作用改变伺服阀状态,从而调整液压缸供油量,使活塞杆及滑块减速并停止。挡块位置由电动机调节,并通过编码器或电位器检测位置。若需对其他运动转换点进行控制或实时显示滑块位置,需额外安装位移传感器。 3.直线编码器-伺服阀式控制 采用直线式编码器直接检测滑块每一时刻的位置,通过数控系统与伺服阀调控工作油缸供油量。该结构设置左、右两套直线式编码器,可实时比较滑块两端位置,并通过左、右两个伺服阀对左、右缸活塞运动进行精密调整,将滑块倾斜控制至极小值,确保同步运动。由于无机械接触元件,可在折弯过程中任意调节上模楔入下模的深度。河北不锈钢折弯机型号
安徽中德机床股份有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在安徽省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!