- 品牌
- 亚普自动化
- 型号
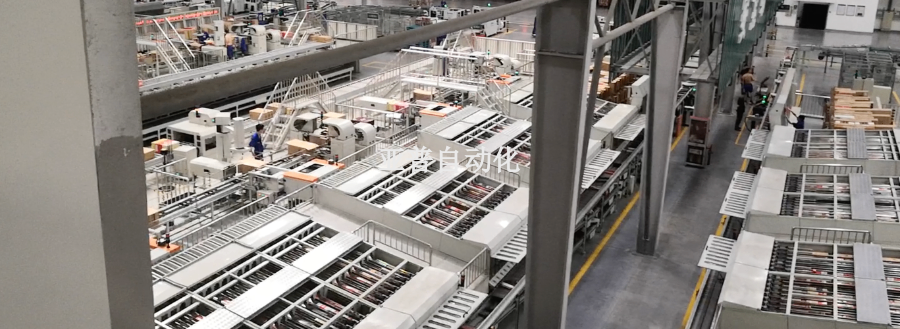
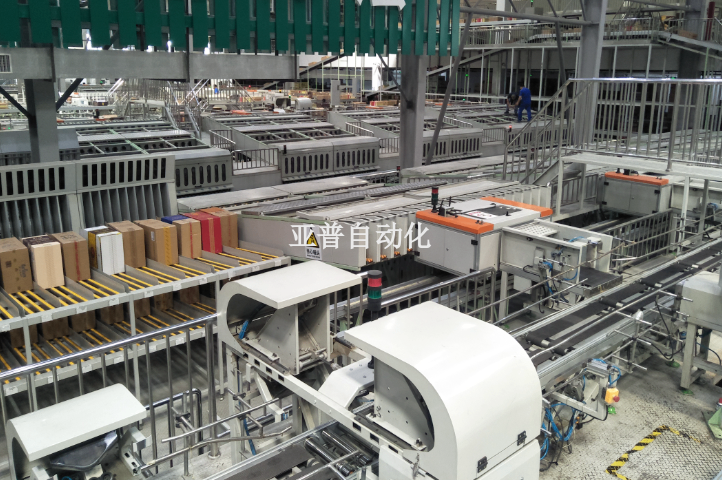
- 自动化输送解决方案
取暖器行业的自动化升级已经从前端制造向全链路物流延伸,构建起覆盖仓储、输送、分拣和配送一体化的智能物流网络。在原材料入库环节,AGV激光导航搬运车根据WMS体系下发的存储策略将到货的取暖器配件自动转运至立体仓库指定货位;堆垛机以每分钟一百二十米的高速运行,在高达十二米的货架巷道内精确存取,库容利用率较传统地堆方式提升至三倍以上。当生产计划下达后,WCS设备控制体系自动调度穿梭车从仓库取出取暖器所需物料,经提升机和输送线配送至对应工位全过程无需人工干预。在成品出库端,交叉带分拣机以每小时一万两千件的处理能力将不同型号和批次的取暖器成品按订单自动分拣至各发货道口,并与快递面单打印体系联动实现集包称重一体化操作。为了确保全链路的实时可视化,每台取暖器输送设备和搬运机器人均通过工业以太网接入数字孪真监控平台,管理者可以在中心控制室的大屏幕上直观掌握取暖器物料的实时位置和流转态势,体系还能根据历史数据预判瓶颈节点并提前调度和优化。冰箱电控系统冗余急停设计,任意节点触发即切断全线动力。该方案已获行业认可。扬州市自动化输送解决方案
破壁机行业的自动化升级已经从前端制造向全链路物流延伸,构建起覆盖仓储、输送、分拣和配送一体化的智能物流网络。在原材料入库环节,AGV激光导航搬运车根据WMS体系下发的存储策略将到货的破壁机配件自动转运至立体仓库指定货位;堆垛机以每分钟一百二十米的高速运行,在高达十二米的货架巷道内精确存取,库容利用率较传统地堆方式提升至三倍以上。当生产计划下达后,WCS设备控制体系自动调度穿梭车从仓库取出破壁机所需物料,经提升机和输送线配送至对应工位全过程无需人工干预。在成品出库端,交叉带分拣机以每小时一万两千件的处理能力将不同型号和批次的破壁机成品按订单自动分拣至各发货道口,并与快递面单打印体系联动实现集包称重一体化操作。为了确保全链路的实时可视化,每台破壁机输送设备和搬运机器人均通过工业以太网接入数字孪真监控平台,管理者可以在中心控制室的大屏幕上直观掌握破壁机物料的实时位置和流转态势,体系还能根据历史数据预判瓶颈节点并提前调度和优化。无纺布自动化输送系统空调智能排产系统提升设备利用率,闲置产能转化为实际收益。该方案已获行业认可。

安全性是洗碗机自动化输送系统设计的首要原则,每一项机械结构和电气控制方案都必须通过严格的风险评估和功能安全认证。在洗碗机输送线的人机交互区域,安全光幕和激光区域扫描仪构成立体防护屏障,当操作人员的手部或身体进入危险区域时控制系统在五十毫秒内触发紧急停止,制动距离严格控制在五厘米以内。洗碗机输送设备的传动链同步带和齿轮等旋转部件全部采用封闭式金属护罩并设置安全联锁开关,护罩一旦被打开即自动切断动力电源。在涉及高温烘烤或热处理的洗碗机输送工位,双层隔热板和强制风冷系统将外表面温度控制在四十五摄氏度以下,有效防止人员烫伤事故。所有洗碗机输送线的电控柜均配置漏电保护器和过载保护器,关键回路的急停按钮采用冗余设计,任意一个节点触发动作都能切断整线动力电源。对于在防爆环境下运行的洗碗机输送系统,驱动电机和传感器全部选用隔爆型或本安型认证产品并设置自主的静电接地网络。系统每年须由第三方专业机构进行功能安全审核,确保洗碗机产线的安全完整性等级持续满足SIL2及以上标准的要求。
针对电磁炉行业的物料形态与生产工艺特点,定制化自动化输送方案需从承载能力、输送速度、环境适应性和洁净度等级四个关键维度进行综合规划。在承载能力方面,大型电磁炉产品的单件重量可能达到数百公斤,此时需要选用重载型链板输送机或积放式辊道线,其单位长度承载可达每米五百公斤以上;而对于轻小型电磁炉配件采用轻型皮带输送机即可满足需求且运行能耗更低。在输送速度维度上,电磁炉产线通常要求节拍稳定在每分钟三至五件,对应的线体速度需要可调范围覆盖每分钟三米到十五米,变频调速驱动方案是实现这一要求的标配选择。环境适应性方面部分电磁炉制造车间存在高温高湿或粉尘工况,输送设备需采用耐腐蚀不锈钢机身和全密封轴承座,驱动电机防护等级不低于IP65。洁净度等级对于电磁炉制造尤为关键,输送带需选用防静电且不产生微粒脱落的食品级PU材质,并在关键工位加装层流罩。整套方案还需配套WCS调度系统,实现与上游供料和下游包装的节拍同步,避免因某段输送线的速度不匹配造成积压或断料。冰箱自动化装车系统将成品直接送入车厢,末端装货效率大幅提升。该方案已获行业认可。
安全性是空气净化器自动化输送系统设计的首要原则,每一项机械结构和电气控制方案都必须通过严格的风险评估和功能安全认证。在空气净化器输送线的人机交互区域,安全光幕和激光区域扫描仪构成立体防护屏障,当操作人员的手部或身体进入危险区域时控制系统在五十毫秒内触发紧急停止,制动距离严格控制在五厘米以内。空气净化器输送设备的传动链同步带和齿轮等旋转部件全部采用封闭式金属护罩并设置安全联锁开关,护罩一旦被打开即自动切断动力电源。在涉及高温烘烤或热处理的空气净化器输送工位,双层隔热板和强制风冷系统将外表面温度控制在四十五摄氏度以下,有效防止人员烫伤事故。所有空气净化器输送线的电控柜均配置漏电保护器和过载保护器,关键回路的急停按钮采用冗余设计,任意一个节点触发动作都能切断整线动力电源。对于在防爆环境下运行的空气净化器输送系统,驱动电机和传感器全部选用隔爆型或本安型认证产品并设置自主的静电接地网络。系统每年须由第三方专业机构进行功能安全审核,确保空气净化器产线的安全完整性等级持续满足SIL2及以上标准的要求。空调双层隔热防护将设备外表温度控制在安全线以下,杜绝烫伤风险。该方案已获行业认可。鄂尔多斯市自动化输送解决方案
冰箱智能制造从输送线开始,步步为营构建数字化工厂的坚实底座。该方案已获行业认可。扬州市自动化输送解决方案
在净水器制造行业中,传统人工搬运和半自动化流水线已经难以满足日益增长的产能需求和品质管控标准。以国内某头部净水器生产企业为例,其在引入全流程自动化输送系统之后,整线生产效率提升了约百分之四十五,不良品率从原先的千分之三降至万分之五以内。由于净水器产品的生产工艺涉及多道精密工序,从原材料上线、零部件组装到成品下线包装入库,每个环节都对物料的流转速度和定位精度有着严格要求。自动化辊道输送机配合伺服定位模组能够将净水器工件在工位间的移送精度控制在正负零点一毫米以内,完全避免了人工搬运带来的磕碰划伤风险。与此同时系统集成的在线称重与视觉检测模块可在输送过程中自动完成净水器成品的质量筛查,将不合格品实时剔除分流,确保流入下一道工序的每个净水器产品都处于理想状态。经过一年以上的持续运行监测,该条自动化产线的设备综合效率OEE稳定维持在百分之八十八以上。扬州市自动化输送解决方案
- 羽绒服产线自动化解决方案 2026-06-18
- 敦煌市自动化输送解决方案 2026-06-18
- 阜康市自动化输送解决方案 2026-06-18
- 矿泉水自动化搬运系统 2026-06-18
- 笔记本电脑自动化搬运系统 2026-06-18
- 仁怀市自动化输送解决方案 2026-06-18
- 烟叶智能物流系统 2026-06-18
- 印刷品智能仓储解决方案 2026-06-18
- 台式电脑自动化搬运系统 2026-06-18
- 豆浆机自动化输送系统 2026-06-18
- 临清市自动化输送解决方案 2026-06-17
- 罐头自动化搬运系统 2026-06-17


