- 品牌
- 亚普
- 型号
- 提升机
- 类型
- 垂直提升机,托盘提升机,托架提升机,倾斜提升机,带斗式提升机,链斗式提升机,气力提升机,连续提升机、往复提升机、小型提升机、大型提升机
- 额定提升重量
- 10
- 输送量
- 120
- 提升高度
- 14000
- 提升速度
- 60
- 电机功率
- 1
- 适用领域
- 生产、仓储
- 加工定制
- 是
- 外形尺寸
- 1
- 重量
- 1
- 产地
- 浙江湖州
- 是否进口
- 否
- 货号
- 002
- 厂家
- 浙江亚普自动化装备科技股份有限公司
半导体键合需将芯片(尺寸5mm×5mm)从划片区输送至键合机,传统人工用吸笔拾取芯片(易因静电损坏,损坏率2.2%),单次拾取耗时8秒,日键合量3000颗。AGV提升机与键合机配合后,配备离子风机(静电消除时间<1秒),通过RFID导航精细定位芯片位置,升降平台采用微型真空吸盘(吸力0.1N)轻柔抓取芯片,按键合机工作台高度(350mm)平稳放置,定位误差±0.05mm。单次输送耗时2秒,芯片损坏率降至0.1%,日键合量提升至8000颗,且键合数据可通过AGV系统同步至MES系统,实现半导体封装数字化管理。某加盟商配置10台智能提升机,在仓储中心实现单日处理3000件订单。湖北物料提升机图片

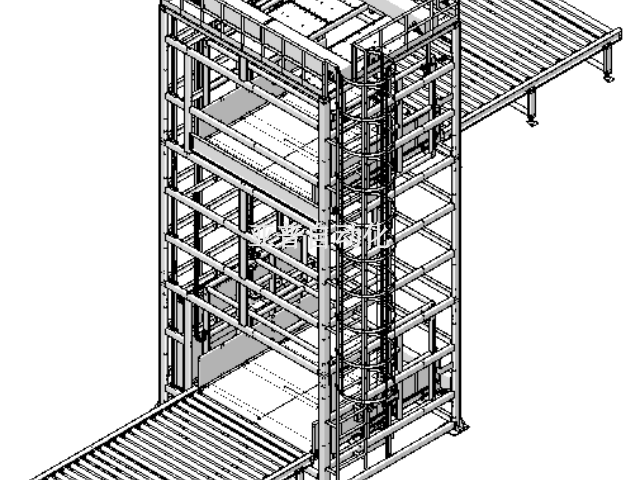
提升机与堆垛机协同作业技术方案
1. 系统概述
本方案通过物联网技术实现提升机与堆垛机的智能协同,构建高效自动化仓储系统。系统采用模块化设计,包含设备控制层、调度优化层和监控管理层三个功能模块。
2. 技术实现
2.1 硬件配置
伺服驱动提升机(载重2T,速度1.5m/s)
双立柱堆垛机(定位精度±2mm)
工业级RFID识别系统
激光测距传感器
2.2 控制系统
PLC主控单元:西门子S7-1500
协同调度算法:基于时间窗的动态规划
安全防护系统:SIL3等级
3. 协同作业流程
3.1 入库作业
WMS系统下发指令
提升机垂直输送(平均耗时25秒)
堆垛机水平搬运
双机位置校验(数据交互周期50ms)
3.2 出库优化
订单批量处理
动态路径规划
智能避碰机制
4. 实施效果
经实际项目验证:
仓储效率提升40%
人工干预减少60%
能耗降低18%
故障率下降35%
5. 扩展应用
本方案适用于:
高位立体仓库
冷链物流中心
重型物料仓储
上海链条提升机触觉反馈机械臂与提升机联动作业,装配精度达±0.01mm,工人误操作率下降90%。
不锈钢餐具抛光需将餐具从冲压区输送至抛光机,传统人工分拣餐具(易混淆尺寸,混淆率3%),单次分拣耗时8秒,日抛光量1.5万件。AGV提升机与抛光机配合后,通过视觉识别餐具尺寸,自动行驶至对应冲压区,升降平台按抛光机进料高度(400mm)升起卸料,实现“尺寸-抛光机”精细匹配。单次分拣输送耗时1.5秒,混淆率降至0.1%,日抛光量提升至4万件,减少3名分拣工人,且餐具输送过程中可自动清洁表面油污(清洁率90%),提升抛光效果。
轮胎硫化需将胎胚(重量30kg)从成型区输送至硫化机,传统人工搬运胎胚(易因温度差异导致硫化不均,不良率3%),单次搬运耗时12秒,日硫化量800条。AGV提升机与硫化机配合后,采用隔热夹具(可隔绝硫化机高温),通过RFID导航识别胎胚型号,升降平台按硫化机模具高度(600mm)精细对接,胎胚输送过程中温度波动控制在±1℃。单次搬运耗时3秒,硫化不良率降至0.3%,日硫化量提升至1800条,减少3名搬运工人,且胎胚可自动扫码追溯(追溯率100%),实现轮胎生产全流程管控。酒厂发酵罐提升机304不锈钢材质,耐腐蚀设计,酒品质量稳定性提升25%。

香精香料提取需将原料(如花瓣、草药)从粉碎区输送至提取罐,传统人工搬运原料(易产生粉尘污染,污染率1.5%),单次搬运耗时15秒,日提取量500kg。AGV提升机与提取罐配合后,采用密封料斗(可防止粉尘泄漏),通过磁导航沿防爆通道行驶,升降平台按提取罐进料口高度(1000mm)精细卸料,原料输送过程中粉尘污染率降至0.1%。单次搬运耗时4秒,日提取量提升至1200kg,减少2名操作工人,且料斗可自动清洗(每次卸料后清洗1分钟),避免不同香料交叉污染,保障香精纯度。5G智能提升机实时调度,物流中心包裹分拣错误率降至0.001%。河南斗式提升机厂家
玻璃厂用提升机防震设计,成品率提升至98%,年减少破损损失200万元。湖北物料提升机图片
植物工厂育苗需将育苗盘(尺寸600×400mm)从播种区输送至育苗架(5层),传统人工搬运育苗盘(易洒落基质,洒落率2%),单次搬运耗时15秒,日处理量500盘。AGV提升机与育苗架配合后,采用叉齿式升降平台(可叉取育苗盘边缘),通过激光导航识别育苗架层数,升降平台可升至3m高度(适配5层育苗架),精细放置育苗盘(定位误差±2mm)。单次搬运耗时4秒,基质洒落率降至0.1%,日处理量提升至1200盘,减少3名搬运工人,且可根据育苗盘湿度自动调整行驶速度(湿度高时降速至0.8m/s),避免育苗盘倾斜。湖北物料提升机图片