- 品牌
- 亚普
- 型号
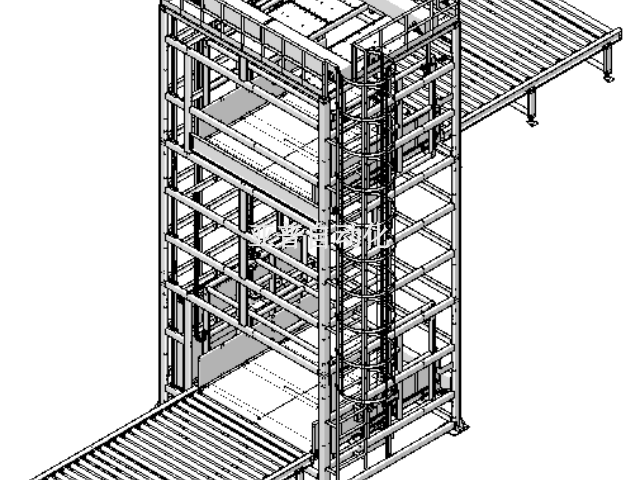
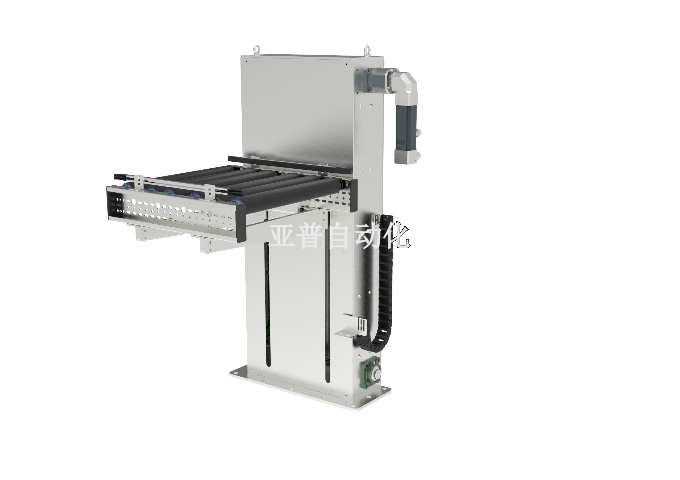
- 提升机
- 类型
- 垂直提升机,托盘提升机,托架提升机,倾斜提升机,带斗式提升机,链斗式提升机,气力提升机,连续提升机、往复提升机、小型提升机、大型提升机
- 额定提升重量
- 10
- 输送量
- 120
- 提升高度
- 14000
- 提升速度
- 60
- 电机功率
- 1
- 适用领域
- 生产、仓储
- 加工定制
- 是
- 外形尺寸
- 1
- 重量
- 1
- 产地
- 浙江湖州
- 是否进口
- 否
- 货号
- 002
- 厂家
- 浙江亚普自动化装备科技股份有限公司
提升机的应用推动了生产流程的标准化建设。在不同地区、不同规模的分厂生产中,统一规格和操作标准的提升机能够确保各地生产流程的一致性。大型连锁食品企业在全国各地的生产基地使用相同标准的提升机,从原料输送到成品下线,每个环节的物料运输方式和参数都保持一致,使得产品在不同生产基地都能保持相同的品质,增强了品牌的稳定性和市场竞争力。它能够有效减少生产过程中的交叉污染风险。在食品、医药等对卫生要求极高的行业,提升机采用食品级或医药级的材质制造,并且具备易于清洁的结构设计。在乳制品生产中,提升机的输送部件表面光滑,无死角,便于定期进行深度清洁和消毒,防止微生物滋生和残留,避免了不同批次产品之间的交叉污染,保障了产品的安全性和卫生质量。视觉识别提升机自动校正包裹朝向,分拣效率提升300%,错误率0.005%。重庆物料提升机

提升机技术在电商产业的应用正深刻改变着现代仓储物流的运作模式。作为自动化仓储系统的**设备,智能提升机通过垂直空间的高效利用,***提升了电商企业的订单处理能力和仓储密度。在大型电商仓储中心,多载式提升机系统可实现每小时800箱的垂直输送效率,配合AGV机器人完成"货到人"拣选。某东亚洲一号仓采用的巷道式提升机,将存储高度延伸至24米,使仓储容积率提升300%。服装电商某公司通过配置32台高速提升机,在广州智能仓实现日均50万单的分拣能力,分拣误差率控制在0.01%以下。生鲜电商领域,配备温控系统的冷链提升机可在-25℃环境下稳定运行,确保海鲜、冻品在垂直输送过程中的品质稳定。据某鸟网络数据,应用智能提升机系统的电商仓库,其坪效比传统仓提升5-8倍,人工成本降低60%,订单响应速度缩短至15分钟内。这种立体化物流解决方案,已成为支撑电商企业应对大促期间订单激增的关键技术保障。江西链板提升机制糖厂结晶罐提升机防粘设计,清洗时间缩短70%,产能提高。
提升机与堆垛机协同作业技术方案
1. 系统概述
本方案通过物联网技术实现提升机与堆垛机的智能协同,构建高效自动化仓储系统。系统采用模块化设计,包含设备控制层、调度优化层和监控管理层三个功能模块。
2. 技术实现
2.1 硬件配置
伺服驱动提升机(载重2T,速度1.5m/s)
双立柱堆垛机(定位精度±2mm)
工业级RFID识别系统
激光测距传感器
2.2 控制系统
PLC主控单元:西门子S7-1500
协同调度算法:基于时间窗的动态规划
安全防护系统:SIL3等级
3. 协同作业流程
3.1 入库作业
WMS系统下发指令
提升机垂直输送(平均耗时25秒)
堆垛机水平搬运
双机位置校验(数据交互周期50ms)
3.2 出库优化
订单批量处理
动态路径规划
智能避碰机制
4. 实施效果
经实际项目验证:
仓储效率提升40%
人工干预减少60%
能耗降低18%
故障率下降35%
5. 扩展应用
本方案适用于:
高位立体仓库
冷链物流中心
重型物料仓储
RFID智能仓储系统技术方案
1. 项目背景
随着物流行业数字化转型加速,传统仓储管理方式已无法满足高效精细的作业需求。本方案通过RFID技术与提升机系统的深度集成,构建智能化仓储管理平台。
2. 系统设计
2.1 硬件配置
-
RFID识别系统:
-
超高频读写器(IMPINJ R420,读取距离8米)
-
抗金属标签(Alien Higgs-3,耐高温120℃)
-
四通道极化天线阵列
-
-
提升机系统:
-
伺服电机驱动(精度±0.5mm)
-
激光定位传感器
-
安全光幕防护
-
2.2 软件架构
-
中间件平台:采用Java开发,支持10万级标签数据处理
-
数据库系统:MySQL集群部署
-
可视化看板:实时显示库存状态
3. 技术实现
3.1 工作流程
-
入库环节:自动识别货物信息(500ms/件)
-
库存管理:动态更新库存数据
-
出库校验:双重验证机制
3.2 关键技术
-
多标签防碰撞算法
-
数据加密传输
-
异常自动报警
4. 实施计划
阶段时间交付物部署2周硬件安装完成调试1周系统联调报告培训3天操作手册
5. 预期效益
-
作业效率提升60%
-
人工成本降低45%
-
库存准确率99.95% 老式打包机智能改造,加装提升机投资回报期9个月。

提升机的使用提升了企业的市场响应速度。在市场需求快速变化的情况下,企业能够通过提升机的灵活调整,迅速改变生产计划。当市场对某款产品的需求突然增加时,企业可以调整提升机的运行参数,加快物料运输速度,提高生产线的产能,快速满足市场订单需求,抓住市场机遇,增强企业在市场竞争中的优势。在设备更新换代方面,提升机具有良好的过渡性。当企业需要更换更先进的提升机设备时,其模块化设计和标准化接口使得新设备的安装和调试更加便捷。企业无需对整个生产线进行大规模改造,只需将新的提升机模块接入原有系统,经过简单的调试即可投入使用。这种过渡方式减少了设备更换带来的生产中断时间和成本,保证了企业生产的连续性。超市生鲜提升机配备保鲜系统,蔬果损耗率从15%降至5%,年节省60万元。贵州连续提升机
边角料回收提升机自动压缩,废料体积减少70%。重庆物料提升机
它在自动化生产中可以实现远程监控和管理。随着物联网技术的发展,提升机可以配备传感器和通信模块,将设备的运行状态、故障信息等实时传输到监控中心。企业管理人员可以通过手机、电脑等终端设备,随时随地了解提升机的运行情况,及时发现问题并进行处理。这种远程监控和管理方式提高了企业的管理效率,减少了因设备故障导致的生产中断时间,保障了生产的连续性和稳定性。
提升机的应用有助于企业实现生产数据的采集和分析。通过在设备上安装各种传感器,如重量传感器、位置传感器、速度传感器等,可以实时采集物料运输过程中的各种数据,如运输重量、运输时间、运行速度等。这些数据经过分析处理后,能够为企业的生产决策提供有力的支持。例如企业可以根据数据优化生产流程,调整提升机的运行参数,提高生产效率,降低生产成本,实现生产过程的精细化管理。 重庆物料提升机