- 品牌
- 亚普
- 型号
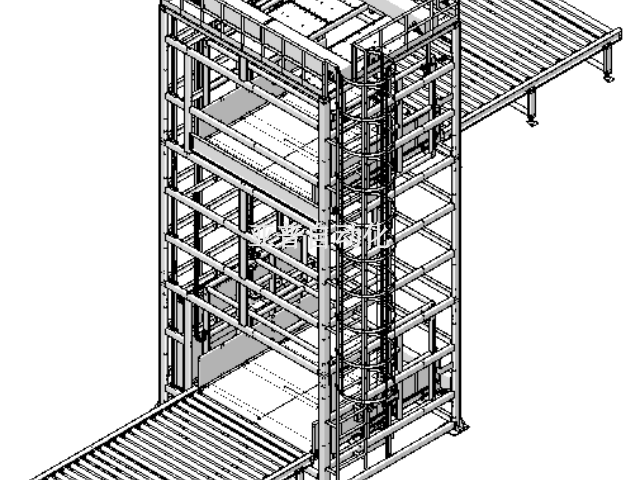
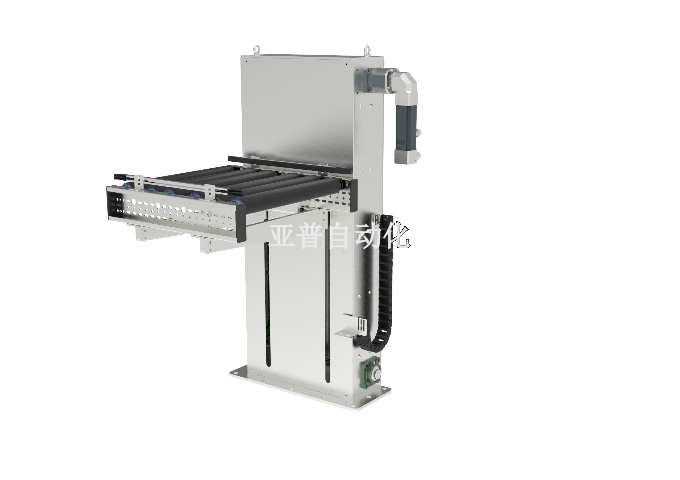
- 提升机
- 类型
- 垂直提升机,托盘提升机,托架提升机,倾斜提升机,带斗式提升机,链斗式提升机,气力提升机,连续提升机、往复提升机、小型提升机、大型提升机
- 额定提升重量
- 10
- 输送量
- 120
- 提升高度
- 14000
- 提升速度
- 60
- 电机功率
- 1
- 适用领域
- 生产、仓储
- 加工定制
- 是
- 外形尺寸
- 1
- 重量
- 1
- 产地
- 浙江湖州
- 是否进口
- 否
- 货号
- 002
- 厂家
- 浙江亚普自动化装备科技股份有限公司
提升机在自动化生产中可以降低产品的生产成本。通过提高生产效率、减少物料损耗、降低人力成本等多种方式,提升机为企业节省了大量的成本。例如在金属加工行业,采用提升机后,生产效率提高了 30%,物料损耗降低了 15%,人力成本减少了 20%,综合计算下来,产品的生产成本大幅降低,提高了企业的产品竞争力和市场盈利能力。其稳定的运行性能保证了生产的连续性。在自动化生产线上,任何一个环节的中断都可能导致整个生产线的停滞,造成巨大的经济损失。提升机凭借其高可靠性和稳定性,能够长时间连续运行,为生产线的正常运转提供了有力保障。在饮料灌装生产线中,提升机将空瓶准确输送到灌装设备,灌装完成后再将成品输送到包装环节,整个过程连续不断,确保了饮料的高效生产,满足了市场的需求。汽车生产线提升机准确定位零部件,误差小于0.5mm,装配效率提升35%降低人工误差。河北提升机链条

RFID智能仓储系统技术方案
1. 项目背景
随着物流行业数字化转型加速,传统仓储管理方式已无法满足高效精细的作业需求。本方案通过RFID技术与提升机系统的深度集成,构建智能化仓储管理平台。
2. 系统设计
2.1 硬件配置
-
RFID识别系统:
-
超高频读写器(IMPINJ R420,读取距离8米)
-
抗金属标签(Alien Higgs-3,耐高温120℃)
-
四通道极化天线阵列
-
-
提升机系统:
-
伺服电机驱动(精度±0.5mm)
-
激光定位传感器
-
安全光幕防护
-
2.2 软件架构
-
中间件平台:采用Java开发,支持10万级标签数据处理
-
数据库系统:MySQL集群部署
-
可视化看板:实时显示库存状态
3. 技术实现
3.1 工作流程
-
入库环节:自动识别货物信息(500ms/件)
-
库存管理:动态更新库存数据
-
出库校验:双重验证机制
3.2 关键技术
-
多标签防碰撞算法
-
数据加密传输
-
异常自动报警
4. 实施计划
阶段时间交付物部署2周硬件安装完成调试1周系统联调报告培训3天操作手册
5. 预期效益
-
作业效率提升60%
-
人工成本降低45%
-
库存准确率99.95% 甘肃高速提升机某捷为某派家居打造48米智能板材库,提升机配合激光定位实现120块/小时分拣,空间节省70%,人力降低45%。
它在自动化生产中可以实现远程监控和管理。随着物联网技术的发展,提升机可以配备传感器和通信模块,将设备的运行状态、故障信息等实时传输到监控中心。企业管理人员可以通过手机、电脑等终端设备,随时随地了解提升机的运行情况,及时发现问题并进行处理。这种远程监控和管理方式提高了企业的管理效率,减少了因设备故障导致的生产中断时间,保障了生产的连续性和稳定性。
提升机的应用有助于企业实现生产数据的采集和分析。通过在设备上安装各种传感器,如重量传感器、位置传感器、速度传感器等,可以实时采集物料运输过程中的各种数据,如运输重量、运输时间、运行速度等。这些数据经过分析处理后,能够为企业的生产决策提供有力的支持。例如企业可以根据数据优化生产流程,调整提升机的运行参数,提高生产效率,降低生产成本,实现生产过程的精细化管理。
提升机的应用推动了生产流程的标准化建设。在不同地区、不同规模的分厂生产中,统一规格和操作标准的提升机能够确保各地生产流程的一致性。大型连锁食品企业在全国各地的生产基地使用相同标准的提升机,从原料输送到成品下线,每个环节的物料运输方式和参数都保持一致,使得产品在不同生产基地都能保持相同的品质,增强了品牌的稳定性和市场竞争力。它能够有效减少生产过程中的交叉污染风险。在食品、医药等对卫生要求极高的行业,提升机采用食品级或医药级的材质制造,并且具备易于清洁的结构设计。在乳制品生产中,提升机的输送部件表面光滑,无死角,便于定期进行深度清洁和消毒,防止微生物滋生和残留,避免了不同批次产品之间的交叉污染,保障了产品的安全性和卫生质量。配合柔性输送带,提升机适应不同尺寸货物搬运,兼容性达95%,降低改造成本。

提升机的智能化升级为自动化生产带来新的变革。借助人工智能算法,提升机可以对自身的运行状态进行智能预测和诊断。通过分析设备运行过程中的振动、温度、电流等数据,提前判断零部件的磨损情况和潜在故障,自动生成维护计划。在汽车零部件生产线上,智能化提升机能够提前预警链条的磨损程度,让企业在设备故障发生前及时安排维修,避免了因突发故障导致的生产线停滞,提高了生产的预见性和可靠性。在应急处理方面,提升机表现出良好的适应性。当生产车间发生突发情况,如停电、火灾报警等,提升机的应急系统会迅速启动。它能够在断电瞬间自动锁定物料位置,防止物料坠落造成损失或安全事故;在火灾报警时,联动消防系统,停止运行并切断电源,同时将设备状态反馈给**控制系统,便于企业及时采取应对措施,保障人员和设备安全。通过AGV自动对接提升机,物料输送无缝衔接,节省中转时间30%,降低物流成本。贵州板链式提升机链条
三轮车对接提升机城乡回收,日收运量提至8吨。河北提升机链条
提升机与堆垛机协同作业技术方案
1. 系统概述
本方案通过物联网技术实现提升机与堆垛机的智能协同,构建高效自动化仓储系统。系统采用模块化设计,包含设备控制层、调度优化层和监控管理层三个功能模块。
2. 技术实现
2.1 硬件配置
伺服驱动提升机(载重2T,速度1.5m/s)
双立柱堆垛机(定位精度±2mm)
工业级RFID识别系统
激光测距传感器
2.2 控制系统
PLC主控单元:西门子S7-1500
协同调度算法:基于时间窗的动态规划
安全防护系统:SIL3等级
3. 协同作业流程
3.1 入库作业
WMS系统下发指令
提升机垂直输送(平均耗时25秒)
堆垛机水平搬运
双机位置校验(数据交互周期50ms)
3.2 出库优化
订单批量处理
动态路径规划
智能避碰机制
4. 实施效果
经实际项目验证:
仓储效率提升40%
人工干预减少60%
能耗降低18%
故障率下降35%
5. 扩展应用
本方案适用于:
高位立体仓库
冷链物流中心
重型物料仓储
河北提升机链条