- 品牌
- 上海蔚亚
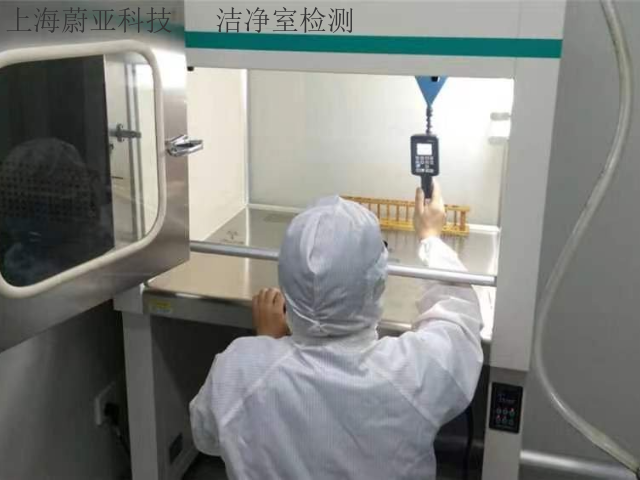
6.2.1洁净室(区)与周围的空间必须维持一定的压差,并应按工艺要求决定维持正压差或负压差。6.2.2不同等级的洁净室之间的压差不宜小于5Pa,洁净区与非洁净区之间的压差不应小于5Pa,洁净区与室外的压差不应小于10Pa。6.2.3洁净室维持不同的压差值所需的压差风量,根据洁净室特点,宜采用缝隙法或换气次数法确定。6.2.4送风、回风和排风系统的启闭宜联锁。正压洁净室联锁程序应先启动送风机,再启动回风机和排风机;关闭时联锁程序应相反。负压洁净室联锁程序应与上述正压洁净室相反。6.2.5非连续运行的洁净室,可根据生产工艺要求设置值班送风,并应进行净化空调处理。引入第三方检测机构进行定期审核,确保检测结果的公正性。生物安全柜检测

1当生产工艺对温度和湿度有特殊要求时,食品工业洁净用房的温度和湿度应根据工艺要求确定。2当生产工艺对温度和湿度无特殊要求时,I级、Ⅱ级洁净用房温度应为20℃~25℃,相对湿度应为30%~65%;Ⅲ级、Ⅳ级洁净用房温度应为18℃~26℃,相对湿度应为30%~70%。4.3.2食品工业洁净用房应根据生产要求提供照度,并应符合下列规定:1检验场所工作面混合照明的最低照度不应低于500lx,加工场所工作面一般照明的最低照度不应低于200lx。2辅助工作室、走廊、缓冲室、人员净化和物料净化用室一般照明的照度值不宜低于100lx。3对照度有特殊要求的生产部位可设置局部照明。4.3.3I级洁净用房的噪声级(静态)不应大于65dB(A),其他等级洁净用房噪声级(静态)不应大于60dB(A)。福建生物安全柜检测优化价格有足够的风量,既为了稀释空气的含尘浓度,又保证有稳定的气流流型。

4.2.2洁净厂房的平面和空间设计应满足生产工艺和空气洁净度等级要求。洁净区、人员净化、物料净化和其他辅助用房应分区布置,并应与生产操作、工艺设备安装和维修、管线布置、气流流型以及净化空调系统等各种技术设施进行综合协调。4.2.3洁净厂房内应少设隔间,但在下列情况下应进行分隔:1按生产的火灾危险性分类,甲、乙类与非甲、乙类相邻的生产区段之间,或有防火分隔要求者。2按产品生产工艺需要有分隔要求时。3生产联系少,并经常不同时使用的两个生产区段之间。4.2.4在满足生产工艺和空气洁净度等级要求的条件下,洁净厂房内各种固定技术设施的布置,应优先考虑净化空调系统的要求。固定技术设施包括送风口、照明器、回风口、各种管线等。
5.3.1洁净厂房的建筑围护结构和室内装修,应选用气密性良好,且在温度和湿度变化时变形小、污染物浓度符合现行国家有关标准规定限值的材料。洁净室装饰材料及密封材料不得采用释放对室内各种产品品质有影响物质的材料。5.3.2洁净室内墙壁和顶棚的装修应符合下列规定:1洁净室内墙壁和顶棚的表面应平整、光滑、不起尘、避免眩光,便于除尘,并应减少凹凸面。2踢脚不应突出墙面。3洁净室不宜采用砌筑墙抹灰墙面,当必须采用时宜采用干燥作业,抹灰应采用符合现行国家标准《建筑装饰装修工程质量验收规范》GB50210中高级抹灰的要求。墙面抹灰后应刷涂料面层,并应选用难燃、不开裂、耐腐蚀、耐清洗,表面光滑、不易吸水变质发霉的涂料。空气洁净度的具体高低则是用空气洁净度级别来区分的,而这种级别又是用操作时间空气的计数含尘浓度来表示。
洁净室**主要之作用在于控制产品(如硅芯片等)所接触之大气的洁净度日及温湿度,使产品能在一个良好之环境空间中生产、制造,此空间我们称之为洁净室。按照国际惯例,无尘净化级别主要是根据每立方米空气中粒子直径大于划分标准的粒子数量来规定。也就是说所谓无尘并非100%没有一点灰尘,而是控制在一个非常微量的单位上。当然这个标准中符合灰尘标准的颗粒相对于我们常见的灰尘已经是小的微乎其微,但是对于光学构造而言,哪怕是一点点的灰尘都会产生非常大的负面影响,所以在光学构造产品的生产上,无尘是必然的要求。在生产工艺平面区划时尽可能把相同级别的洁净房间布置在一起,把洁净度要求高的工序设置在上风侧。江西口罩生产车间环境检测认真负责
合格的第三方洁净室检测机构普遍要求要有洁净相关检测能力。生物安全柜检测
洁净室竣工验收的外观检查应符合以下要求1、各种管道、自动灭火装置及净化空调设备空调器、风机、净化空调机组、高效空气过滤器和空气吹淋室等的安装应正确、牢固、严密其偏差应符合有关规定。2、高、中效空气过滤器与支撑框架的连接及风管与设备的连接处应有可靠密封。3、各类调节装置应严密、调节灵活、操作方便。4、净化空调箱、静压箱、风管系统及送、回风口无灰尘。5、洁净室的内墙面、顶棚表面和地面应光滑、平整、色泽均匀不起灰尘地板无静电现象。6、送回风口及各类末端装置、各类管道、照明和动力线配管以及工艺设备等穿越洁净室时穿越处的密封处理应严密可靠。7、洁净室内各类配电盘、柜和进入洁净室的电气管线、管口应密封可靠。8各种刷涂、保温工作应符合有关规定。生物安全柜检测

洁净室检测的未来发展方向与创新实践随着制造业向高精度、智能化转型,洁净室检测正呈现三大发展趋势:一是检测技术的微型化与集成化,如芯片级传感器可嵌入高效过滤器内部,实时监测滤材堵塞状态和泄漏风险;二是检测模式的智能化与预测性,通过机器学习算法分析历史检测数据,提前72小时预测高效过滤器更换需求,将被动维护转为主动维护;三是检测标准的动态化与风险导向,如ISO正在修订的标准中,提出根据洁净室实时污染数据动态调整检测频次(风险等级高时检测频次增加50%)。创新实践包括:区块链技术应用于检测数据存证,确保数据不可篡改且全流程可追溯;无人机巡检系统实现洁净室吊顶、夹墙等盲区的自动化检测;虚拟现实(VR)...
- 浙江实验室检测哪家好 2025-06-13
- 消毒液净化车间环境检测诚信推荐 2025-06-12
- 山东消毒液净化车间环境检测诚信推荐 2025-06-12
- 江西排风柜检测诚信推荐 2025-06-12
- 辽宁洁净室检测技术好 2025-06-11
- 辽宁口罩生产车间环境检测优化价格 2025-06-11
- 广东排风柜检测诚信推荐 2025-06-11
- 湖北生物安全柜检测 2025-06-11
- 上海生物安全柜检测优化价格 2025-06-11
- 湖北生物安全柜检测规范性强 2025-06-11




- 北京实验室环境检测 2025-05-11
- 山东电子厂房环境检测技术好 2025-05-11
- 辽宁消毒液净化车间环境检测诚信推荐 2025-05-11
- 浙江实验室检测值得推荐 2025-05-11
- 湖南洁净室环境检测认真负责 2025-05-11
- 福建生物安全柜检测价格 2025-05-11



- 连云港工程风管漏风量检测标准 01-10
- 嘉定区风管漏风量检测诚信推荐 01-10
- 江苏风管漏风量检测哪家好 01-10
- 绍兴项目风管漏风量检测服务至上 01-10
- 宝山区工程风管漏风量检测服务商 01-10
- 普陀区工程风管漏风量检测技术好 01-09
- 嘉定区风管漏风量检测方法 01-09
- 青岛风管漏风量检测哪家好 01-09
- 宿迁风管漏风量检测标准 01-09
- 青岛工程风管漏风量检测第三方检测机构 01-09