- 品牌
- 图灵慧眼
- 型号
- MC3000
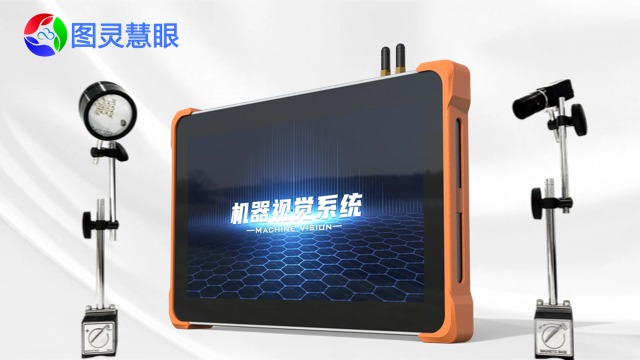
- 尺寸
- 357*232*39
- 重量
- 2.8kg
- 产地
- 苏州
- 可售卖地
- 全国
- 材质
- 铝合金
- 配送方式
- 快递配送
- 工作温度
- -20℃~60℃
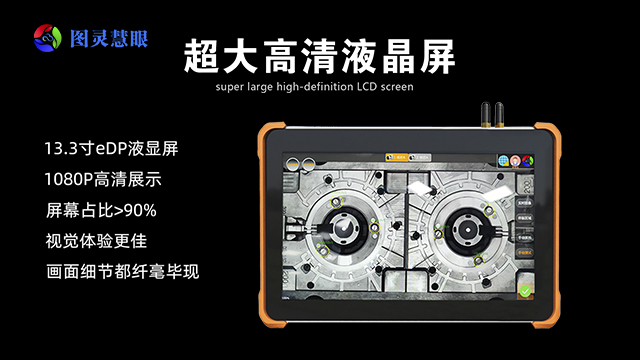
- 显示器尺寸
- 13.3寸
- 操作系统
- Linux
- 输入电源
- 12V-24V
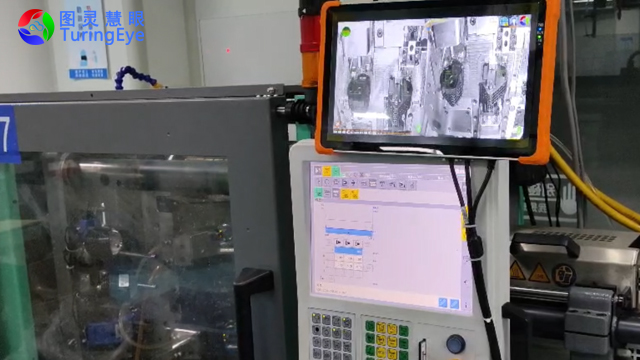
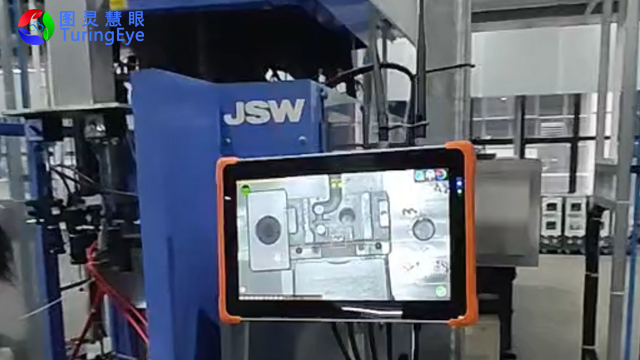
模具监控器的安装调试需要遵循标准化流程。首先进行现场评估:确定监控点位(通常优先选择型腔中心、顶针末端、滑块区域),计算相机视野覆盖范围(需包含关键区域且留有10%余量),评估环境光照条件。硬件安装阶段,使用磁力底座或机械支架固定相机,调节镜头焦距和光圈确保成像清晰;光源安装需调整照射角度,避免金属模具表面产生镜面反射。电气连接时,将监控器的输入点与注塑机的合模完成、顶出前进等信号连接,输出点接入设备急停回路。软件设置阶段,先在正常生产状态下采集20-50组合格产品图像建立基准模板库,通过机器学习算法自动优化检测参数。然后设置检测区域ROI和灵敏度参数,通常相似度阈值设为92-98%,亮度容差范围±3-5%。进行功能验证:模拟各种异常情况(如放置残留物、故意制造缺陷)测试系统响应,确保误报率低于0.1%,漏报率为零。顶针系统监控是模具监控器的功能组,包含顶针位置检测、运动轨迹分析和寿命预测三个维度。苏州冲压模具监控器源头厂家

模具监控器是一种基于机器视觉和传感器融合技术的智能化检测系统,原理是通过仿生学的"感知-决策-执行"机制实现模具保护。系统首先通过高性能工业相机(分辨率通常为200万至500万像素)对模具关键区域进行图像采集,配合光源系统(如LED环形光或条形光)消除环境光干扰,确保获取清晰稳定的图像数据。采集到的图像通过千兆网口或Camera Link接口传输至图像处理单元,该单元搭载多核CPU和GPU加速卡,运用数字图像处理算法进行实时分析。系统将实时图像与预先学习的标准模板进行像素级比对,采用灰度值分析、边缘检测、特征点匹配等多种算法综合判断模具状态。当检测到异物残留、顶针异常或产品缺陷时,处理单元在毫秒级时间内)通过I/O接口向注塑机控制系统发出停机指令,同时触发声光报警装置。整个工作流程形成完整的闭环控制,确保在每个生产周期内完成检测-判断-执行的整个过程,有效预防模具损坏和生产事故。 淮安压轴机模具监控器保护器模具温度场监控通过红外热成像技术实现非接触式温度分布检测。
系统采用分级报警管理策略:一级预警(轻微异常)*记录不停机,如模具温度缓慢上升;二级报警(确认异常)立即停机并声光提示,如发现产品粘模;三级紧急报警(危险状态)触发设备急停回路,如合模过程中检测到异物。报警信息包含时间戳、模具编号、异常类型和抓拍图像,通过多种方式推送:本地HMI显示红色警示,声光报警器鸣响,同时通过短信、邮件或MES系统通知管理人员。系统支持报警延时确认功能,例如连续2个周期检测到相同异常才确认报警,避免临时性干扰。恢复生产需经过标准流程:操作人员检查模具状况,在HMI上输入处理措施,必要时重新示教基准模板。所有报警记录自动生成报表,支持按时间、模具、异常类型统计分析。
模具监控器具备各方面的检测能力,主要涵盖六个领域:异物残留检测、位置状态检测、产品完整性检测、品质缺陷检测、运动部件监控和温度异常监测。在异物残留检测方面,系统能够识别型腔内微小的塑料碎屑、金属碎粒或清理工具遗留物,检测灵敏度可达0.5mm³,有效预防压模事故。位置状态检测包括监控顶针是否完全退回、滑块是否到位、抽芯机构是否处于正确位置,检测精度达到0.02mm。产品完整性检测确保产品完全脱模,无粘模或断裂现象,特别对多腔模具的每个型腔进行验证。品质缺陷检测涵盖短射、飞边、缺料、气泡等常见缺陷,采用多算法融合技术提高识别准确率。运动部件监控通过分析顶针运动轨迹、滑块位移曲线等数据,发现潜在机械故障。温度异常监测利用红外测温或热成像技术,检测模具局部过热或冷却不均现象,预防模具热变形。这些检测功能共同构成了模具生产的各方面保护体系。模具监控器配备完善的培训和技术支持体系,确保用户能够充分发挥系统效能。

模具监控器集成模具换型智能管理功能,大幅提高换模效率和质量稳定性。系统存储所有模具的参数配方,包括检测区域设置、阈值参数、照明参数等。换模时自动识别模具编号,一键调用对应参数配方,减少手动设置时间和误差。智能学习功能根据历史生产数据自动优化参数设置,适应模具的逐渐变化。换模验证功能检查模具安装是否正确,如吊装位置、定位销配合、冷却水管连接等。首件检验自动化,通过对比标准样品快速完成工艺验证。换模时间统计功能记录每次换模耗时,分析时间分布,寻找优化空间。这些功能将换模时间减少30-50%,提高设备利用率和生产灵活性,特别适合多品种小批量生产模式。模具监控器通过高帧率相机捕获滑块运动过程,采用特征点匹配算法验证滑块是否到达预定位置。连云港防顶针模具监控器
模具监控器能够有效防止压模、撞模等事故,延长模具使用寿命,降低了模具维护成本。苏州冲压模具监控器源头厂家
模具监控器具备多级实时报警和停机保护功能,确保快速响应异常情况。系统采用毫秒级响应机制,从检测到异常到发出停机信号时间不超过30ms。报警分为三个级别:预警级别*记录不停机,用于趋势性异常;报警级别立即停机并声光提示;紧急级别触发设备急停回路。报警信息包含具体异常类型、位置坐标和建议处理措施,通过多种方式推送至操作人员和管理者。系统支持报警延时确认功能,避免临时性干扰导致误停。停机保护逻辑可编程设置,如合模过程中检测到异物立即紧急停机,顶出异常则等待当前周期结束再停机。所有报警事件自动记录,包括时间戳、模具编号、异常图像等,形成完整的生产异常档案。该功能大幅提高设备安全性和生产可靠性。苏州冲压模具监控器源头厂家
苏州图灵慧眼科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的电工电气中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州图灵慧眼科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
标准化操作流程包括:①开机自检——确认相机、光源、通信指示灯状态正常;②配方选择——调取当前模具对应的参数集,验证参数完整性;③启动监测——点击运行按钮,观察实时图像界面和相似度曲线;④生产监控——关注系统状态指示灯(绿色正常、黄色警告、红色报警);⑤异常处理——停机后根据提示信息检查模具,使用专业工具清理残留物;⑥记录登记——在电子日志中记录异常原因和处理措施。操作界面设计符合人机工程学,重要参数设置二级密码保护,关键操作有确认提示。定期操作包括:每班交接时检查系统运行状态,每周备份参数配方,每月导出生产统计报表。新操作员必须通过理论培训和实操考核后方可操作。模具监控器能够有效防止压模、撞模...
- 温州防压模模具监控器保护器 2025-12-04
- 深圳防漏装模具监控器保护器 2025-12-04
- 宣城防压模模具监控器 2025-12-04
- 上海冲压模具监控器源头厂家 2025-12-04
- 深圳压轴机模具监控器源头厂家 2025-12-03
- 南通防压模模具监控器保护系统 2025-12-03
- 舟山注塑机模具监控器保护系统 2025-12-03
- 苏州压轴机模具监控器厂家 2025-12-02
- 常州压轴机模具监控器 2025-12-02
- 衢州防压模模具监控器保护系统 2025-12-02


- 滁州压轴机模具监控器厂家 2025-11-30
- 海天模具监控器 2025-11-29
- 衢州防漏装模具监控器保护系统 2025-11-27
- 合肥冲床模具监控器保护系统 2025-11-27
- 镇江防漏装模具监控器保护系统 2025-11-27
- 嘉兴模具监控器厂家 2025-11-26






- 湖北模具保护器厂家 12-10
- 河南图灵慧眼模具监视器一般多少钱 12-10
- 青岛图灵慧眼模具监视器电话 12-10
- 汕头图灵慧眼模具监视器性能 12-09
- 河南图灵慧眼模具监视器售后服务 12-09
- 丽水图灵慧眼模具监视器工业 12-09
- 南京外观机器视觉源头厂家 12-09
- 滁州注塑机模具监视器价格 12-09
- 芜湖流水线视觉筛选机视觉检测厂家 12-09
- 芜湖图灵慧眼模具监视器供应 12-09