- 品牌
- 三尖七刃
- 型号
- 沉孔钻
- 类型
- 中心钻,扩孔钻,沉孔钻
- 材质
- 钨钢
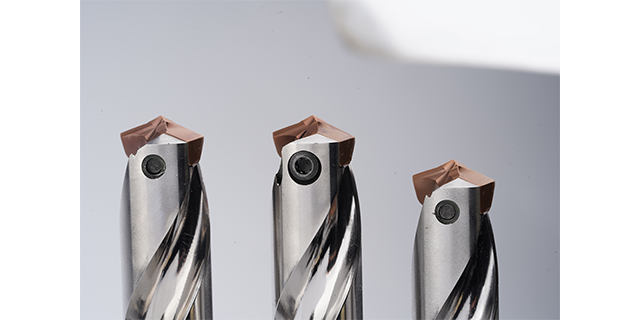
在孔加工领域,一个经常被忽视的事实是:没有哪两家企业的工况是完全相同的。材料批次不同、热处理状态不同、机床刚性不同、冷却条件不同,甚至同一台机床在不同季节的稳定性都有差异。标准化的沉孔钻头虽然方便采购,但往往只能“大致合适”,很难在具体工况下达到理想的寿命和效率。这就解释了为什么同一款钻头在A工厂表现良好,到了B工厂却频繁崩刃。中科金钻的解决思路是从源头出发,用数学模型驱动钻型设计。公司开发的每一种钻型都有对应的数学模型,设计参数任意可调。这意味着,针对用户特定的工件材料、特定的硬度范围、特定的机床条件和质量要求,工程师可以在模型中调整钻尖几何、刃口角度、断屑槽型等参数,找到一组理想组合。这种能力得益于公司自主开发的五轴数控钻尖磨床,它能够加工出任意复杂参数组合的钻型,将数学模型中的设计参数精确转化为实物刀具。对于难钻材料,公司有DX系列产品;对于非标锥度或特殊倒角角度,公司可以定制复合钻型。可换皇冠钻式沉孔钻采用分体式设计,刀体重复使用,明显降低全周期使用成本。湖北加长沉头钻哪家好

在批量化零件加工中,换刀次数和辅助时间往往是效率隐患。以一个典型的液压阀体为例,它可能需要先钻孔,然后倒角,再锪平面,有时还需要在孔口加工一个密封槽。按照传统工艺,这三到四个工序需要三到四把刀具、三到四次换刀、三到四次定位。每次换刀都伴随着主轴停转、刀库切换、重新启动的辅助时间,而每次重新定位都可能引入微小的位置偏差。对于年产数万甚至数十万件的批量生产,这些浪费累加起来十分可观。中科金钻的复合皇冠钻正是针对这一场景设计的。它将钻孔、倒角、锪平面等多种功能集成于同一把刀具上,一次进给即可完成全部孔口特征加工。这种集成的背后是公司对钻型数学模型的深度掌握。每一种复合功能对应一组特定的刃口几何参数,这些参数之间需要精密匹配,钻孔段的进给量要与倒角段的承受能力协调,各功能段之间必须保持严格同轴。公司自主开发的五轴数控钻尖磨床,能够精确磨削出任意复杂参数组合的钻型,使得复合皇冠钻的制造成为可能。湖北沉孔钻头作用硬材高转速小进给,软材中转速大进给,分区域前角设计(外圆大前角、中心负前角),拓宽工艺窗口。

现代金属切削领域,一个明确的趋势是将多道工序合并为一次走刀完成。这并非简单的“少换几次刀”,而是对刀具设计与制造能力的系统性升级。沉孔钻头正是这一趋势的产物。早期的沉孔加工是“钻完孔、再倒角”,需要两次换刀和两次定位。后来出现了带倒角刃的阶梯钻,实现了钻孔与正面倒角一次完成。如今,更先进的复合沉孔钻头可以在一次进给中同时完成钻孔、锥度成型、平面锪孔、甚至正反面双向倒角。这种高度集成的背后,是对刀具几何设计的极限挑战。不同功能段(如钻孔段、扩孔段、倒角段、修光段)之间必须保持微米级的同轴度,否则后段会刮伤前段加工出的表面。各段的切削用量需要匹配:如果钻孔段的进给量大于倒角段可承受的范围,倒角刃会因过载而崩损。因此复合沉孔钻头的设计往往采用“分段匹配”原则,即不同直径段采用不同的每齿进给量,通过刃口形状来自然平衡。复合加工产生的切屑形态更加复杂,既有钻孔产生的大块切屑,也有倒角产生的薄带状切屑,两种切屑混合后更容易堵塞排屑槽。解决方案包括加大排屑槽容积、优化螺旋角度、以及采用高压内冷辅助排屑。
某汽车零部件供应商在变速箱壳体生产线上,原工艺需分别使用钻头、倒角刀、锪刀完成螺孔加工,换刀频繁导致节拍延长。引入直柄沉孔钻后,单次进给即可同步实现钻孔、正面倒角及沉孔,效率大幅提升。案例中,钻头采用内冷设计,切削液直接作用于钻尖,有效带离铸铁碎屑,避免划伤孔壁。由于直柄结构适配多数加工中心刀库,换刀时间缩短,且钻头定心性优异,满足壳体装配面的平面度要求。此类复合加工对钻尖强度要求较高,尤其是铸铁中的石墨易加剧刃口磨损,需通过钻型优化平衡切削力。中科金钻(深圳)科技有限公司的直柄沉孔钻基于群钻4.0技术,可换钻尖支持重磨复用,降低单孔成本,其数学模型驱动的刃形设计尤为适合批量加工场景。关注柄部公差防偏摆,动态平衡设计避免高速旋转振动与喇叭口。

选择深孔加工沉头钻供应商,需要建立一套动态的评估体系,关键在于考察其解决“长径比”难题的能力。深孔加工的挑战是刀具的刚性衰减和排屑困难。供应商,不应只提供标准加长钻,而应具备“变螺旋角”和“内冷流道优化”的设计能力。通过改变螺旋槽的升角,可以改变切削力的方向,抑制加工过程中的颤振。同时,供应商应具备流体动力学仿真能力,能针对客户的冷却液压力,设计出合适的排屑槽截面,确保切屑能被顺利“吸”出孔外,而不是堵塞在槽内导致断刀。中科金钻(深圳)科技有限公司在深孔钻头的设计中,引入了“防偏斜导向条”设计,在钻头外圆处预留了微小的支撑带,如同给钻头装上了“轮子”,使其在深孔中也能保持直线进给,彻底解决了深孔偏斜的行业难题。技术实力体现在设计、制造、热处理与五轴磨削。中科金钻依托高校科研背景,确保各种钻头性能稳定。湖北加长沉头钻哪家好
甄别几何设计与五轴磨削能力,搭配微米级检测体系,保障定制刀具精度与一致性。湖北加长沉头钻哪家好
某重型机械制造企业面临的难题,是典型的“深孔+厚板”加工场景。在加工大型矿山设备基座连接板时,由于板材厚度远超常规标准,传统沉孔钻头在加工过程中面临着巨大的轴向切削力和扭矩。这导致钻头极易发生偏摆,甚至出现“让刀”现象,使得沉孔底部出现锥度误差,严重影响连接板的贴合度。改用加厚型沉孔钻头后,问题的关键解决在于刀体刚性的明显提升。通过有限元分析优化了刀芯厚度分布,使得钻头在深孔加工中依然能保持极低的径向跳动。同时,针对厚板排屑难的问题,中科金钻(深圳)科技有限公司设计了抛物线型排屑槽,配合高压内冷技术,利用切削液的流体动力将长切屑强制折断并冲出孔外。这一改进不但消除了分层加工带来的接刀痕迹,更将单孔加工效率提升,彻底解决了重型机械加工中的“深孔恐惧症”。湖北加长沉头钻哪家好
中科金钻(深圳)科技有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的五金、工具中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,中科金钻供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

在批量化零件加工中,换刀次数和辅助时间往往是效率隐患。以一个典型的液压阀体为例,它可能需要先钻孔,然后倒角,再锪平面,有时还需要在孔口加工一个密封槽。按照传统工艺,这三到四个工序需要三到四把刀具、三到四次换刀、三到四次定位。每次换刀都伴随着主轴停转、刀库切换、重新启动的辅助时间,而每次重新定位都可能引入微小的位置偏差。对于年产数万甚至数十万件的批量生产,这些浪费累加起来十分可观。中科金钻的复合皇冠钻正是针对这一场景设计的。它将钻孔、倒角、锪平面等多种功能集成于同一把刀具上,一次进给即可完成全部孔口特征加工。这种集成的背后是公司对钻型数学模型的深度掌握。每一种复合功能对应一组特定的刃口几何参数,...
- 湖北锥形沉头钻定制厂家 2026-07-06
- 北京铝合金用沉头钻适配螺丝 2026-07-03
- 北京90度沉头钻适配螺丝 2026-07-02
- 福建可调沉头钻 2026-06-26
- 湖北合金沉孔钻头售后保障 2026-06-23
- 广西合金沉孔钻头适配螺丝 2026-06-22
- 天津工业级沉孔钻头加工技巧 2026-06-19
- 上海90度沉孔钻头适用领域 2026-06-19
- 湖北多功能沉孔钻头作用 2026-06-19
- 湖北耐磨沉头钻厂家直销 2026-06-18



- 四川锥形沉头钻定制厂家 2026-06-09
- 广西非标沉头钻现货供应 2026-06-06
- 浙江加厚沉头钻品牌推荐 2026-05-31
- 湖北定制沉头钻现货供应 2026-05-30
- 湖南铝合金用沉头钻厂家直销 2026-05-29
- 深孔加工沉头钻怎么安装 2026-05-28




- 上海中科金钻深孔钻现货 07-10
- 湖南耐用非标刀具定制费用 07-09
- 山东内冷深孔钻适用机床 07-09
- 广西群钻4.0皇冠钻头品牌 07-09
- 浙江汽车件用深孔钻加工案例 07-08
- 浙江相交孔皇冠钻 07-08
- 安徽中科金钻非标刀具定制 07-08
- 湖北高倍径深孔钻加工案例 07-07
- 浙江小径深孔钻安装 07-07
- 分体式非标刀具供应商 07-07