- 品牌
- 爱步,爱步精益,爱步精益咨询
- 公司名称
- 厦门爱步精益咨询有限公司
- 分类
- 生产管理咨询
- 经营范围
- 企业管理
- 服务内容
- 缩短交货周期、提效降本
- 咨询电话
- 15960368198
- 所在地
- 厦门市同安
- 公司类型
- 有限责任公司
- 咨询范围
- 企业管理咨询,软件产品,企业管理课程培训
精益生产定义:精益生产(leanproduction)是美国麻省理工学院数位国际汽车计划组织(IMPV)的人对日本“丰田生产方式”的赞誉之称。精:即少而精,不投入多余的生产要素,只在适当的时间生产必要数量的市场急需品(或下道工序急需产品);益:即所有的经营活动都需要有益有效,具有经济性精益生产是当前工业界公认比较好的一种生产系统。精益生产目标:精益求精,尽善尽美,永无止境追求“七个零”①“零”转产工时浪费(多品种混流生产)②“零”库存(消减库存)③“零”浪费(成本控制)④“零”不良⑤“零”故障(提高运转率)⑥“零”停滞(快速反应、短交期)⑦“零”灾害(安全第一)工具全→能解决必须解决的问题→能完成推行精益的步骤→具备精益特征→成效好。福州厦门爱步精益咨询有限公司精益生产提质增效
1、生产计划表单分为:生产计划、生产报工、生产质检三部分分别是用来录入生产计划信息、关联查询生产计划在【生产工单】【质检工单】对应中的数据。也可以直接在关联查询中直接新增数据,新增数据需要在“字段属性”中勾选“允许新增关联表数据”。示例:1、生产计划在生产管理中,生产部人工输入或导入数据到当前模板中,派工人员使用打印模板打印生产流转卡交给操作工人开始生产。2、生产工单在生产管理中,操作工人作业完成后扫描流转卡二维码新建【生产工单】进行报工;班组长审核完后,会发送提醒消息,提醒质检人员进行质检。3质检工单本表单用于质检人员对当前生产完成的产品进行质检、产量核对;在生产管理中,使用过程与配置过程,和生产工单类同,可以把质检当作一个生产工序处理。4、数据配置在生产管理中,数据权限默认有四种配置,点击选择成员即可为其添加相应权限:1)直接提交数据,在此分组内的成员只可以填报数据。2)提交并管理本人数据,在此分组内的成员可以填报数据、管理自己填报的数据。3)管理全部数据,在此分组内的成员可以管理全部数据、填报数据、但不可以导入数据。4)查看全部数据:在此分组内的成员可以查看所有数据。广东丰田精益生产管理模式人等料、料等人的现象大幅减少。
"拉动"一词简单的意思是,在下游客户提出要求之前,没有一家上游工序或企业生产产品或提供服务。使用拉式系统的好处:①降低成本:在制品数量低且返工更少。②提高质量:存在追求内部品质和更好的检测能力的压力。③更好的客户服务:提前期短且产出可预测。④更大的灵活性:只有当系统状态容许加工工件时,工件才会被拉入系统。界定推式与拉式系统的两个关键词:“系统状态”与“限制在制品”。根据定义,即使依库存耗用或瓶颈产能负荷投放工单,没有限制在制品数量的面向库存制造是推式系统,而不是拉式系统。
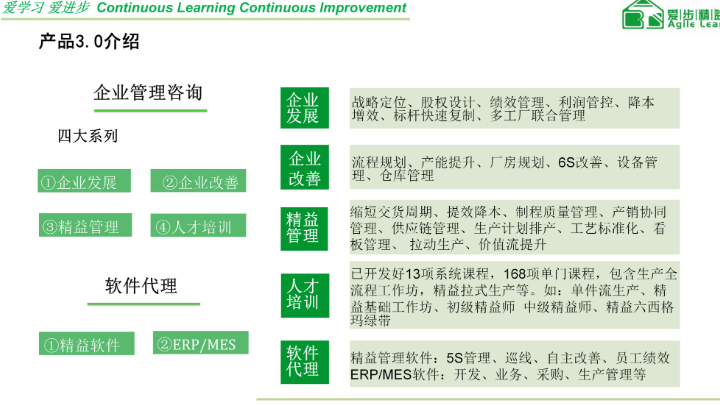
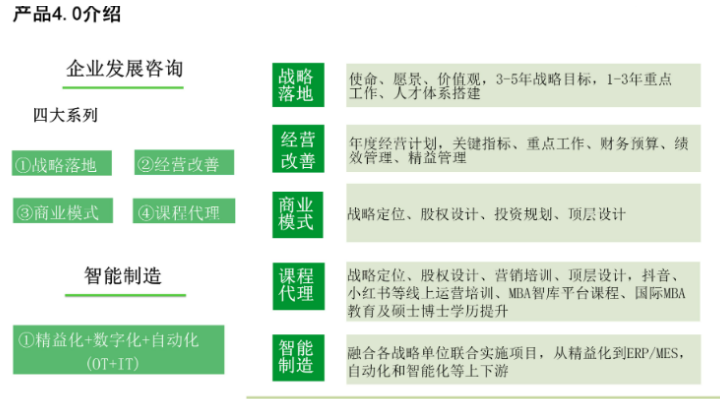
企业管理咨询是指专业的咨询机构或咨询顾问为企业提供管理方面的咨询服务,帮助企业识别和解决管理问题,提高企业的管理水平和竞争力。企业管理咨询的范围非常广,包括组织结构优化、流程改进、人力资源管理、市场营销策略、财务管理等方面。企业管理咨询的目的是帮助企业提高效率、降低成本、提高盈利能力、提高市场竞争力、提高员工满意度等。企业管理咨询通常需要咨询师与企业的管理层和员工进行深入的沟通和合作,以便更好地了解企业的情况和问题,并制定出适合企业的解决方案。企业管理咨询的优势在于可以帮助企业识别和解决管理问题,提高企业的管理水平和竞争力,从而提高企业的盈利能力和市场竞争力。同时,企业管理咨询可以帮助企业优化组织结构、流程和人力资源管理,提高员工的工作效率和工作质量,从而提高企业的生产效率和经济效益。以越来越少的投入获取越来越多的产出。
6s
1.整理将工作现场的所有物品区分为有用品和无用品,除了有用的留下来,其它的都清理掉。腾出空间,空间活用,防止误用,保持清爽的工作环境。2.整顿:整顿就是把要用的东西以简便的方式放好,并使大家都能一目了然。整顿一方面防止意外事故的发生,另一方面则是消除无谓的寻找浪费。3.清扫:清扫是彻底将自己的工作环境四周打扫干净。清扫的目标为:清扫脏乱与污染源;降低机器设备的故障率;实施操件人员自主保养制度及维护质量;清扫可以提高机器设备稼动率。4.清洁:保持清扫的成果,使自己所负责的工作区域、机器设备保持干净、无污垢的状态。改善容易发生污垢、灰尘等的机器设备、物品,并设法消减污染源。清洁是维持整理、整顿、清扫3S之成果。5.素养:使全体人员养成遵守标准、规定的习惯。养成企业内部人员的自主管理,爱岗敬业,尽职尽责,提高素质,养成自我管理、自我控制的习惯。6.安全:清扫隐患,排除险情,预防事故的发生。目的是保障员工的人身安全,保证生产的连续安全正常的进行,同时减少因安全事故而带来的经济损失。 推行精益的关键,是建立一套系统,保障全员积极参与改善。莆田厦门爱步精益咨询有限公司精益生产企业发展
企业应当对生产过程进行分析和识别,找出生产过程中存在的浪费,包括时间浪费、物料浪费等等。福州厦门爱步精益咨询有限公司精益生产提质增效
七大浪费之一运输浪费表现:人员走动过多;需要专门运输来实现工序间的衔接;过多的运输。原因:低效的车间布局、过于庞大的设备、不流畅的生产等。对策:杜绝孤岛式生产,合理紧凑安排工序,让作业流动起来,形成节拍,从而无需过多运输!
七大浪费之二动作浪费表现:作业动作不连贯、幅度过大、转身角度大、弯腰、动作重复或多余等形成浪费。危害:动作浪费对生产效率、质量以及人员安全都会造成负面影响。对策:从人机工程学角度,合理运用工业工程手法来进行作业台布局优化以及作业动作标准化。
七大浪费之三加工浪费表现:加工余量过大、无谓的加工精度、多余的产品功能、重复检验包装等。原因:自以为是的作业,而不是以客户价值为导向。对策:用省略、替代、重组或合并的方法审视现有工序;准确把握客户需求、优化作业标准以及工序间的衔接。
福州厦门爱步精益咨询有限公司精益生产提质增效
- 汕头爱步精益精益生产流程标准化 2025-05-06
- 舟山爱步精益生产人才绩效管理 2025-05-06
- 揭阳厦门爱步精益咨询精益生产降本增效 2025-05-06
- 动态安全库存保缓冲精益生产管理方法 2025-05-06
- 广东精益生产改善 2025-05-06
- 广州爱步精益咨询精益生产企业管理 2025-05-05
- 河源爱步精益生产精益管理 2025-05-05
- 厦门爱步精益生产企业管理 2025-05-05
- 绍兴精益生产人才绩效管理 2025-05-04
- 泉州精益生产提质增效 2025-05-04
- 湛江厦门爱步精益咨询有限公司精益生产企业管理 2025-05-04
- 台州精益生产流程标准化 2025-05-04